") 什么是機(jī)床空間誤差補(bǔ)償技術(shù)?
什么是機(jī)床空間誤差補(bǔ)償技術(shù)?
改編自:《新一代智能化數(shù)控系統(tǒng)》(作者:陳吉紅,楊建中,周會成)
誤差補(bǔ)償技術(shù)分為硬件補(bǔ)償和軟件補(bǔ)償。其中,硬件補(bǔ)償主要是通過機(jī)床的機(jī)械結(jié)構(gòu)進(jìn)行調(diào)整,減少機(jī)械上的誤差,如制作校正尺補(bǔ)償螺距誤差、制作凸輪校正傳動鏈誤差等。硬件補(bǔ)償不適用于隨機(jī)誤差且缺乏柔性。軟件補(bǔ)償是指通過計算機(jī)對所建立的數(shù)學(xué)模型進(jìn)行運算后,發(fā)出運動補(bǔ)償指令,由數(shù)控伺服系統(tǒng)完成誤差補(bǔ)償動作。軟件誤差補(bǔ)償?shù)姆椒▌討B(tài)性能好、經(jīng)濟(jì)、工作方便可靠,是提高機(jī)床精度的重要手段。
數(shù)控機(jī)床的誤差補(bǔ)償系統(tǒng)一般由四部分組成:誤差信號的檢測,誤差信號的建模,補(bǔ)償控制,補(bǔ)償執(zhí)行機(jī)構(gòu)。
(1)誤差信號的檢測。誤差信號的檢測分為直接測量和間接測量。直接測量誤差是在機(jī)床不同的位置和溫度分布條件下,使用激光干涉儀等設(shè)備或其他光學(xué)方法來測量誤差分量的技術(shù)。間接估計誤差的方法是先用球桿儀等測量設(shè)備檢測機(jī)床加工零件的表面形狀誤差或者最終誤差,然后利用運動學(xué)模型求解各誤差分量。直接測量誤差分量更精確、更簡單明了。間接估計誤差分量則更加快捷有效。還有另一種方法是,將工件尺寸和形狀誤差的測量值用于估計機(jī)床誤差。其中,機(jī)床幾何誤差通過專用的設(shè)備能夠較為準(zhǔn)確地測量。機(jī)床熱誤差由于在很大程度上取決于加工周期、冷卻液的使用,以及周圍環(huán)境等多種因素,所以要精確測量是相當(dāng)困難的。
(2)誤差信號的建模。機(jī)床加工精度最終是由機(jī)床上刀具與工件之間的相對位置決定的。機(jī)床上刀具與工件之間的相對位置誤差可用運動學(xué)建模技術(shù)來計算。誤差的建模和預(yù)報是實施誤差補(bǔ)償?shù)幕A(chǔ),同時又是各種間接測量方法的理論基礎(chǔ),因此,進(jìn)行誤差綜合建模技術(shù)的研究非常必要。目前,誤差綜合建模主要是基于多剛體運動理論,采用標(biāo)準(zhǔn)的齊次坐標(biāo)變換方法建立刀具和工件的運動關(guān)系模型,然后基于小誤差假設(shè)進(jìn)行模型簡化得出誤差綜合模型。
(3)誤差補(bǔ)償控制。數(shù)控系統(tǒng)中的誤差補(bǔ)償軟件是根據(jù)所建立的誤差模型和實際加工過程,用計算機(jī)計算將要補(bǔ)償?shù)恼`差值,然后將其轉(zhuǎn)變?yōu)閿?shù)控代碼的。所加載的誤差測量數(shù)據(jù)和數(shù)控代碼一同上傳到補(bǔ)償模塊中,此時補(bǔ)償模塊的各個誤差補(bǔ)償參數(shù)被定義,然后生成補(bǔ)償后的數(shù)控代碼,從而輸出補(bǔ)償控制量。
(4)補(bǔ)償執(zhí)行機(jī)構(gòu)。誤差補(bǔ)償方法的實施主要可以分為兩種:一種是基于加工程序修改的補(bǔ)償方法。這種補(bǔ)償方法由于無法補(bǔ)償熱誤差且只能應(yīng)用在大批量生產(chǎn)條件下,因此其應(yīng)用存在局限性。另一種是基于控制器的補(bǔ)償方法,一般是對機(jī)床的控制參數(shù)進(jìn)行設(shè)置實現(xiàn)補(bǔ)償,即數(shù)控系統(tǒng)本身可以進(jìn)行誤差的補(bǔ)償。基于數(shù)控系統(tǒng)補(bǔ)償?shù)臒嵴`差補(bǔ)償是通過熱膨脹系數(shù)的設(shè)定和測量機(jī)床的關(guān)鍵熱源來預(yù)測運動軸的直線定位誤差隨溫度的變化而變化的。
「1. 三軸機(jī)床的空間誤差補(bǔ)償技術(shù)」
目前,三軸數(shù)控機(jī)床的空間誤差主要分為21項誤差元素,包括3項線性定位誤差、6項直線度誤差、9項轉(zhuǎn)角誤差和3項垂直度誤差(如表1、圖1所示)。
表1 三軸機(jī)床21項誤差
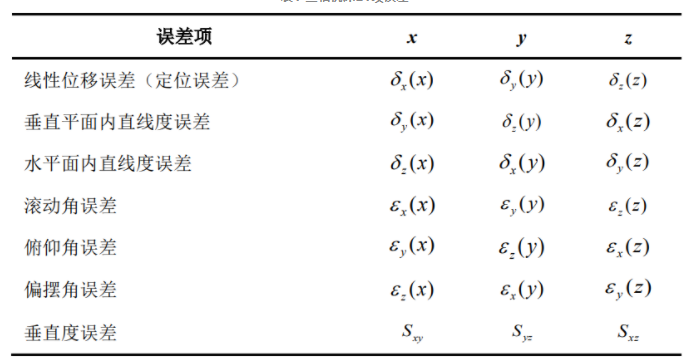
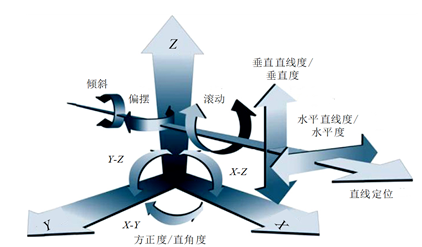
圖1 三軸機(jī)床21項誤差示意圖
1)定位誤差
數(shù)控機(jī)床的定位誤差是指所測機(jī)床運動部件在數(shù)控系統(tǒng)控制下運動時所能達(dá)到的位置精度。定位精度又可以理解為機(jī)床的運動精度。數(shù)控機(jī)床的移動是靠數(shù)字程序指令實現(xiàn)的,故定位精度取決于數(shù)控系統(tǒng)和機(jī)械傳動誤差。機(jī)床各部件的運動是在數(shù)控裝置的控制下完成的,各運動部件在程序指令控制下所能達(dá)到的精度直接反映加工零件所能達(dá)到的精度,定位精度是一項很重要的檢測內(nèi)容。
2)直線度誤差
直線度誤差是指直線上各點跳動或偏離此直線的程度。直線段誤差主要是通過測量圓柱體和圓錐體的素線直線度誤差(參見幾何公差)、機(jī)床和其他機(jī)器的導(dǎo)軌面以及工件直線導(dǎo)向面的直線度誤差等。常用的測量方法有直尺法、準(zhǔn)直法、重力法和直線法等。
3)轉(zhuǎn)角誤差
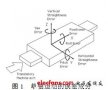
轉(zhuǎn)角誤差是指機(jī)床運動部件沿坐標(biāo)軸移動時繞其自身坐標(biāo)軸或其他坐標(biāo)軸旋轉(zhuǎn)而產(chǎn)生的誤差。繞其自身坐標(biāo)軸旋轉(zhuǎn)產(chǎn)生的誤差成為偏擺角誤差;在垂直于運動平面方向旋轉(zhuǎn)產(chǎn)生的誤差稱為俯仰角誤差。沿X軸運動時有3項轉(zhuǎn)角誤差:繞X軸的為滾動角誤差,繞Y軸的為偏擺角誤差,繞Z軸的為俯仰角誤差,如圖2所示。
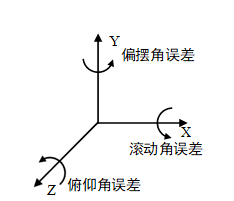
圖2 沿坐標(biāo)軸移動的轉(zhuǎn)角誤差
三軸數(shù)控機(jī)床的空間誤差補(bǔ)償流程如下:
(1)空間誤差測量
機(jī)床誤差檢測可分為單項誤差分量檢測和綜合誤差分量檢測兩種方法。
單項誤差分量檢測是選用合適的測量儀器,對數(shù)控機(jī)床的多項幾何誤差如:定位誤差、直線度誤差、轉(zhuǎn)角誤差、垂直度誤差等進(jìn)行直接單項測量的過程。根據(jù)測量基準(zhǔn)的不同,單項誤差分量檢測方法可以分為3類:一是基于量規(guī)或量尺的測量方法,常用測量儀器有金屬平尺、角規(guī)、千分表等;二是基于重力的測量方法,常用儀器有水平儀、傾角儀等;三是基于激光的測量方法,常用儀器為激光干涉儀和各種類型的光學(xué)鏡。其中使用多普勒雙頻干涉儀進(jìn)行檢測的方法應(yīng)用最廣。但激光干涉檢測方法普遍存在安裝調(diào)試極不方便、對測量環(huán)境要求高、測試周期長等缺點難以適應(yīng)現(xiàn)場快速高效的測量要求。
綜合誤差分量檢測是通過數(shù)學(xué)辨識模型實現(xiàn)誤差參數(shù)分離,使用測量儀器一次就可同時對數(shù)控機(jī)床多項空間誤差進(jìn)行測量的方法。綜合誤差分量檢測儀器與方法有:基準(zhǔn)棒-單項微位移法(TBUP)、基準(zhǔn)圓盤-雙向微位移計測頭法(DGBP)、雙規(guī)球法(DBB)、全周電容-圓球法(CBP)、二連桿機(jī)構(gòu)一角編碼器法(PTLM)、四連桿機(jī)構(gòu)法(PM)、激光球桿法(LBB)等。其中,TBUP和DGBP都是早期形成的方法,它們均能用于圓插補(bǔ)運動的質(zhì)量判定,但測量范圍及精度有限。PFLM和PTLM的測量精度有所提高,但是只能用于單一圓平面檢測,難以回溯精度異常源。隨著檢測方法方面研究成果的出現(xiàn),在國際上基本形成以規(guī)則圓形軌跡誤差運動測試溯因方法為主流的傾向。
各種典型的測量儀器應(yīng)用于數(shù)控機(jī)床單項誤差分量檢測,其中多普勒雙頻干涉儀可測項目范圍最廣,幾乎包括機(jī)床精度檢測的所有主要指標(biāo)。圖3為采用Renishaw XM-60多光束激光干涉儀和Renishaw QC20-W球桿儀測量機(jī)床的定位誤差、直線度誤差和角度誤差。
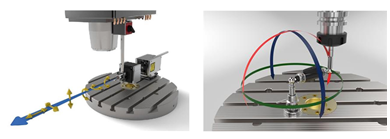
圖3 機(jī)床21項誤差測量
(2)空間誤差建模
三軸機(jī)床空間誤差建模是建立描述機(jī)床各幾何誤差項與空間誤差模型之間的數(shù)學(xué)關(guān)系。常見的誤差建模方法有三角幾何法、矢量描述法、誤差矩陣法、二次關(guān)系法、多體運動學(xué)法。其中三角幾何法、誤差矩陣法、二次關(guān)系法等都需要針對不同機(jī)床建立相應(yīng)的模型,針對性強(qiáng)但是通用性差。多體運動學(xué)法以多體系統(tǒng)理論及齊次坐標(biāo)矩陣變換為理論基礎(chǔ),建立數(shù)控機(jī)床的空間幾何誤差模型,這類方法建立的模型具有較強(qiáng)的通用性,能夠較準(zhǔn)確的表示數(shù)控機(jī)床各項空間誤差,成為數(shù)控機(jī)床空間誤差建模的主流方法。
(3)空間誤差補(bǔ)償
三軸機(jī)床的空間誤差補(bǔ)償?shù)姆绞接校汉瘮?shù)型和列表型。函數(shù)型是通過理論分析或?qū)崪y誤差數(shù)據(jù)建立誤差數(shù)學(xué)模型,將誤差函數(shù)表達(dá)式存入計算機(jī),根據(jù)機(jī)床和儀器的現(xiàn)行名義坐標(biāo)位置以及其他變量,由誤差函數(shù)式實時求出其誤差修正量進(jìn)行誤差補(bǔ)償。
列表型是將實測誤差補(bǔ)償點或根據(jù)實測誤差曲線確定的補(bǔ)償點列成誤差修正表或矩陣存入計算機(jī),在誤差補(bǔ)償時,若機(jī)床的實際變量與誤差修正表中的某一數(shù)據(jù)點(或補(bǔ)償點)相同時,通過查表取出該點的誤差修正矢量,進(jìn)行誤差修正。否則采用內(nèi)插值算法,計算誤差修正矢量進(jìn)行修正。目前,三軸機(jī)床空間誤差主要采用列表型的方式進(jìn)行補(bǔ)償。
線性位移的補(bǔ)償:對誤差曲線進(jìn)行采樣建立補(bǔ)償值序列,得到誤差補(bǔ)償值序列后,當(dāng)前當(dāng)前運動軸在各位置處的補(bǔ)償值按線性插值計算得到,補(bǔ)償時補(bǔ)償值將會與當(dāng)前運動軸指令坐標(biāo)疊加。直線度誤差補(bǔ)償?shù)姆椒ㄅc線性位移誤差補(bǔ)償?shù)姆椒愃疲煌幵谟谥本€度誤差補(bǔ)償?shù)倪\動軸和補(bǔ)償軸不是同一軸,根據(jù)當(dāng)前運動軸位置計算得到的補(bǔ)償值將會與指定的補(bǔ)償軸指令坐標(biāo)進(jìn)行疊加。垂直度誤差補(bǔ)償?shù)姆绞接兴鶇^(qū)別,垂直度的誤差與機(jī)床運動軸位置無關(guān),不需要建立補(bǔ)償值序列,根據(jù)測得垂直度誤差計算得出。
「2. 五軸機(jī)床運動學(xué)誤差補(bǔ)償技術(shù)」
1)五軸機(jī)床的運動學(xué)誤差
與三軸機(jī)床相比,五軸機(jī)床主要增加了旋轉(zhuǎn)軸。除了直線軸的空間誤差外,旋轉(zhuǎn)軸在運動過程中受許多因素的影響,比如軸承的軸向跳動和徑向跳動、軸套和主軸的圓柱度誤差等也會帶來空間誤差。旋轉(zhuǎn)軸在運動時回轉(zhuǎn)軸軸線的位置偏離理想位置產(chǎn)生位移誤差和轉(zhuǎn)角誤差,旋轉(zhuǎn)軸之間的平行度、垂直度誤差等。
2)五軸機(jī)床運動學(xué)結(jié)構(gòu)參數(shù)的標(biāo)定
五坐標(biāo)刀具中心控制(RTCP)是五軸聯(lián)動數(shù)控系統(tǒng)極其重要的功能。RTCP功能的實現(xiàn)是基于主動旋轉(zhuǎn)軸軸線方向與偏移和從動軸軸線方向與偏移的空間坐標(biāo)轉(zhuǎn)換,因而五軸機(jī)床主動旋轉(zhuǎn)軸與從動旋轉(zhuǎn)軸結(jié)構(gòu)參數(shù)是RTCP控制及其重要的參數(shù),主動軸軸線與從動軸軸線方向、主動軸軸線與從動軸軸線方向偏移稱為RTCP參數(shù)。五軸結(jié)構(gòu)參數(shù)的測量精度直接決定了RTCP功能的好壞,從而影響刀具中心點定位精度,因此五軸機(jī)床結(jié)構(gòu)參數(shù)精密標(biāo)定意義重大。五軸機(jī)床RTCP算法標(biāo)定方法有以下幾種:
(1)利用空間立體幾何概念建立機(jī)床的運動結(jié)構(gòu)立體幾何模型(圖4),通過必要的數(shù)據(jù)測量,運用數(shù)學(xué)計算公式計算出各旋轉(zhuǎn)軸的偏心距和刀尖距離旋轉(zhuǎn)中心的距離。通過計算得到第一旋轉(zhuǎn)軸半徑和第二旋轉(zhuǎn)軸半徑,將計算出的五軸RTCP算法變換所需的幾何矢量填入數(shù)控系統(tǒng)中,完成五軸RTCP參數(shù)的標(biāo)定。
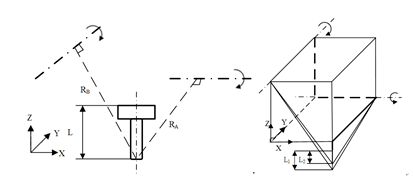
圖4 基于機(jī)床運動結(jié)構(gòu)的立體幾何模型
(2)基于空間運動學(xué)理論,建立通用五軸機(jī)床RTCP參數(shù)統(tǒng)一計算模型,通過測量工具獲取觀測點繞軸旋轉(zhuǎn)空間軌跡坐標(biāo),用最小二乘法對離散軌跡點進(jìn)行平面圓擬合,擬合圓平面法矢即是旋轉(zhuǎn)軸軸線方向,擬合圓圓心是旋轉(zhuǎn)軸軸線上的一點,這樣可以在空間中唯一確定旋轉(zhuǎn)軸軸線。圖5~圖7分別為雙擺頭、雙轉(zhuǎn)臺和混合型五軸機(jī)床的RTCP控制模型。
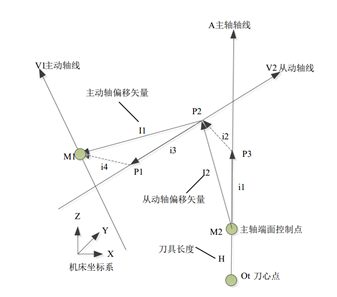
圖5 雙擺頭RTCP控制模型
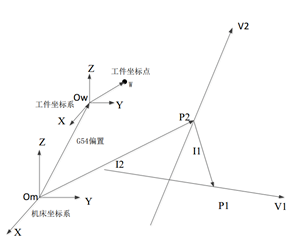
圖6 雙轉(zhuǎn)臺RTCP控制模型
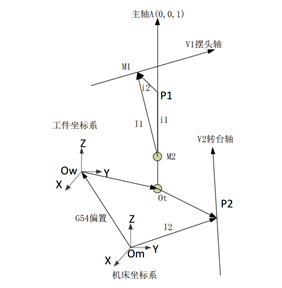
圖7 混合型五軸機(jī)床RTCP控制模型
「3. 高性能數(shù)控系統(tǒng)的典型空間誤差補(bǔ)償功能」
各個數(shù)控企業(yè)在空間誤差補(bǔ)償技術(shù)上進(jìn)行了深入的研究,取得了關(guān)鍵技術(shù)的突破,在各自的高性能數(shù)控系統(tǒng)上開發(fā)了空間誤差補(bǔ)償功能。
1)西門子840D系統(tǒng)空間誤差補(bǔ)償-VCS
為了減小機(jī)床21項幾何誤差對機(jī)床空間位置的影響,西門子數(shù)控系統(tǒng)采用如下方案:激活SINUMERIK 840Dsl VCS空間誤差補(bǔ)償功能;通過三維激光跟蹤儀,測量采集所有軸各自的幾何誤差,根據(jù)各誤差數(shù)據(jù),定義機(jī)床專用的補(bǔ)償范圍,并將檢測得到的誤差數(shù)據(jù)轉(zhuǎn)換為SINUMERIK 840Dsl的補(bǔ)償數(shù)據(jù),進(jìn)行補(bǔ)償。
動態(tài)間隙補(bǔ)償功能:系統(tǒng)會根據(jù)軸的運行方向激活一半大小的、有符號的補(bǔ)償值來對軸由于運行到終點的動態(tài)特性(速度、加加速度等)所產(chǎn)生的位置誤差進(jìn)行補(bǔ)償。
通過“插補(bǔ)補(bǔ)償”功能可對位置相關(guān)的幾何誤差進(jìn)行修正,包括絲杠螺距誤差和測量系統(tǒng)誤差、垂度誤差和角度誤差。“插補(bǔ)補(bǔ)償”細(xì)分為以下兩種補(bǔ)償方法:絲杠螺距誤差和測量系統(tǒng)誤差的補(bǔ)償;垂度和角度誤差的補(bǔ)償。
具體的實現(xiàn)過程為:在調(diào)試時通過測量系統(tǒng)確定誤差補(bǔ)償值,保存到一張補(bǔ)償表中。軸運行期間,系統(tǒng)會利用控制點進(jìn)行線性插補(bǔ)運算,從而修正實際位置。
2)FANUC的三維誤差補(bǔ)償和三維機(jī)床位置補(bǔ)償
在普通的螺距誤差補(bǔ)償中,補(bǔ)償是利用一個指定的補(bǔ)償軸(單軸)的位置信息來實現(xiàn)的。例如,利用X軸的位置信息對X軸進(jìn)行螺距誤差補(bǔ)償。三維誤差補(bǔ)償功能通過從周圍補(bǔ)償點(8個補(bǔ)償點)的補(bǔ)償值計算三軸的補(bǔ)償數(shù)據(jù)來調(diào)整當(dāng)前位置,它是根據(jù)包含三個補(bǔ)償軸的補(bǔ)償區(qū)域(長方體)的內(nèi)部比例進(jìn)行調(diào)整的。
三維機(jī)床位置補(bǔ)償是根據(jù)機(jī)床坐標(biāo)指定的補(bǔ)償點和與之相關(guān)的補(bǔ)償量計算出近似的誤差線,并補(bǔ)償沿這些直線加工過程中出現(xiàn)的機(jī)床位置誤差。該函數(shù)使用由10個補(bǔ)償點和當(dāng)前機(jī)器位置組成的9個近似誤差線,在這些直線上的任意位置執(zhí)行插值補(bǔ)償。補(bǔ)償數(shù)據(jù)可在PMC窗口中重寫或使用可編程參數(shù)輸入(G10 L52),重寫后的值立即生效。因此,該函數(shù)可用于補(bǔ)償加工過程中發(fā)生的機(jī)床位置誤差。
該功能使用電機(jī)檢測器和外置光柵尺的信息,測定反向間隙內(nèi)齒牙的位置,根據(jù)電機(jī)位置優(yōu)化反向補(bǔ)償,減小反轉(zhuǎn)時的象限突跳。其效果如圖8所示。
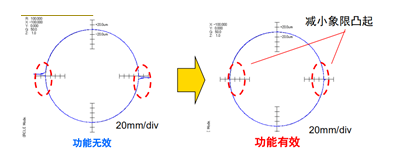
圖8 使用智能反向間隙補(bǔ)償(全閉環(huán))功能的效果比較圖
3)OKUMA的幾何誤差測量與補(bǔ)償功能
OKUMA數(shù)控系統(tǒng)中“5-Axis Auto Tuning System”功能通過利用接觸探測器與標(biāo)準(zhǔn)球測量“幾何誤差”,并按照測量結(jié)果進(jìn)行自動補(bǔ)償控制,從而提高五軸加工機(jī)床的運動精度,如圖9所示。
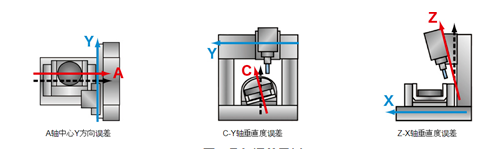
圖9 幾何誤差示例
另外針對進(jìn)行往返操作的模具加工加減速造成滾珠絲桿產(chǎn)生的撓度誤差,OKUMA會根據(jù)指令加速度預(yù)測滾珠絲桿的撓曲量,對滾珠絲杠的撓度進(jìn)行補(bǔ)償,如圖10所示。
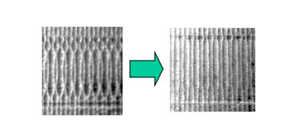
圖10 滾珠絲杠撓度補(bǔ)償前后模具加工表面的折痕
-
機(jī)械
+關(guān)注
關(guān)注
8文章
1658瀏覽量
41363 -
計算機(jī)
+關(guān)注
關(guān)注
19文章
7625瀏覽量
90019 -
數(shù)控伺服系統(tǒng)
+關(guān)注
關(guān)注
2文章
6瀏覽量
7294 -
誤差補(bǔ)償
+關(guān)注
關(guān)注
0文章
12瀏覽量
8321
發(fā)布評論請先 登錄
數(shù)控機(jī)床技術(shù)資料
測量誤差的線性補(bǔ)償問題
數(shù)控機(jī)床的螺距誤差檢測及補(bǔ)償
基于橢圓假設(shè)的電子羅盤誤差補(bǔ)償方法
基于Web的數(shù)控曲面磨床幾何誤差補(bǔ)償技術(shù)
機(jī)床和半導(dǎo)體制造設(shè)備的精密測量技術(shù)
PLC機(jī)械一體化數(shù)控機(jī)床誤差補(bǔ)償模型設(shè)計
GT-100系統(tǒng)速度規(guī)劃和誤差補(bǔ)償算法研究與實現(xiàn)
機(jī)床熱誤差的來源、獲取方法及優(yōu)化方法等

多元化的數(shù)控機(jī)床和伺服系統(tǒng)應(yīng)用
SJ6000激光干涉儀進(jìn)行數(shù)控機(jī)床螺距誤差補(bǔ)償要點

激光干涉儀在幾何誤差軟件補(bǔ)償技術(shù)上的實踐






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論