") 鈑金件中的壓死邊如何加工出來的
鈑金件中的壓死邊如何加工出來的
通常,鈑金工藝最重要的四個步驟是剪、沖/切/、折/卷,焊接,表面處理等。
鈑金件中的壓死邊如何加工出來的?
這是一種常見的鈑金褶邊形式,鈑金褶邊需要有專用的模具來加工,一般步驟如下: 即先用銳角折彎模具(常用角度為30°的模具)將鈑金折彎成大于90度的折彎,再用壓平模將鈑金壓平,完成鈑金褶邊加工。
這種方法可以看出,需要用兩套模具,效率低下。現(xiàn)在的鈑金廠常用這種復(fù)合模具,可以一次性完成鈑金褶邊加工。
那么這種鈑金褶邊有沒有人能做到呢?需要用什么特殊模具將褶邊折彎出來?如果做不到中間的間隙需要怎么修改呢?
這種鈑金褶邊在鈑金加工中經(jīng)常遇到,其實方法也不難。不需要專用的模具來加工,用銳角折彎模具折彎大于90度后,在壓平步驟中,在里面墊個1.5毫米的板就可以了。實際操作中,因為有折彎回彈的存在,需要墊薄一些的板就可以了,比如1.4的,多試幾次就好了。
以此類推,中間有一定厚度的鈑金折彎用這個方法就好了。如果需要折彎圓角好看的話,跟圖紙相符,在折彎銳角時,下模寬度大些就好了。或者用符合圖紙的折彎上模來折彎銳角就好了。工程師的加油站!
還有如何折彎這種鈑金褶邊?這種尾部帶圓弧的褶邊怎么折?
如果不想開模具的話,有兩種方法。一種是:在鈑金褶邊壓平時,折彎壓力調(diào)的小一些,不要讓尾部的圓弧壓平。因為需要將尾部壓平需要很大壓力的。第二種是:找找有沒有對應(yīng)的焊絲,在壓平時穿入孔內(nèi),壓平后取出,完成褶邊。
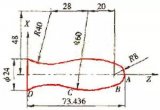
壓死邊極限尺寸
a)壓死邊需進行兩次折彎加工,首先利用30°尖刀與插深V槽折彎30°~45°,然后再利用壓平模壓平,不同材料板厚壓死邊的范圍:0.5
b)壓死邊的長度(L)與材料厚度、插深V槽有關(guān),當(dāng)0.55T+R(即Lmin》6);當(dāng)2.0<T《2.5選用V10插深槽,Lmin≥5T+R(即Lmin》9);以上兩者的死邊長度Lmax≤14mm
c)反折彎后再壓死邊的長度L受插深V槽的限制,Lmin≥11mm
d)壓死邊孔到折彎邊的距離不宜太小,否則孔會受折彎過程中角度的變化而變形:L1min》0.7V
編輯:jq
-
焊接
+關(guān)注
關(guān)注
38文章
3389瀏覽量
60909 -
鈑金
+關(guān)注
關(guān)注
0文章
16瀏覽量
8081
原文標題:鈑金件中的壓死邊如何設(shè)計?
文章出處:【微信號:Cambricon_Developer,微信公眾號:寒武紀開發(fā)者】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
模具制造中的數(shù)控銑削加工刀具技術(shù)探討
D-436-38型死接頭壓接筒可以壓接多少根鍍銀多股導(dǎo)線
Wi-Fi FEM賽道已死?
SMT貼片加工中的那些關(guān)鍵要素,你了解嗎?
PCBA加工之連接器的非焊接技術(shù)-壓接工藝
SMT打樣揭秘:工藝邊如何確保加工精度與效率?
碳化硅襯底修邊處理后,碳化硅襯底TTV變化管控

大壩安全監(jiān)測中的滲壓計有什么作用_滲壓計的安裝

數(shù)控車削中的粗加工的編程方法
峟思滲壓計在邊坡安全監(jiān)測中有什么作用
深度解析:PCB死銅問題的根源與處理方法
pcb沒有工藝邊怎么貼片
電阻液冷 可提升 3.3kV 中壓負載-EAK水冷電阻器





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論