 激光焊縫打磨原理2.0版本
激光焊縫打磨原理2.0版本
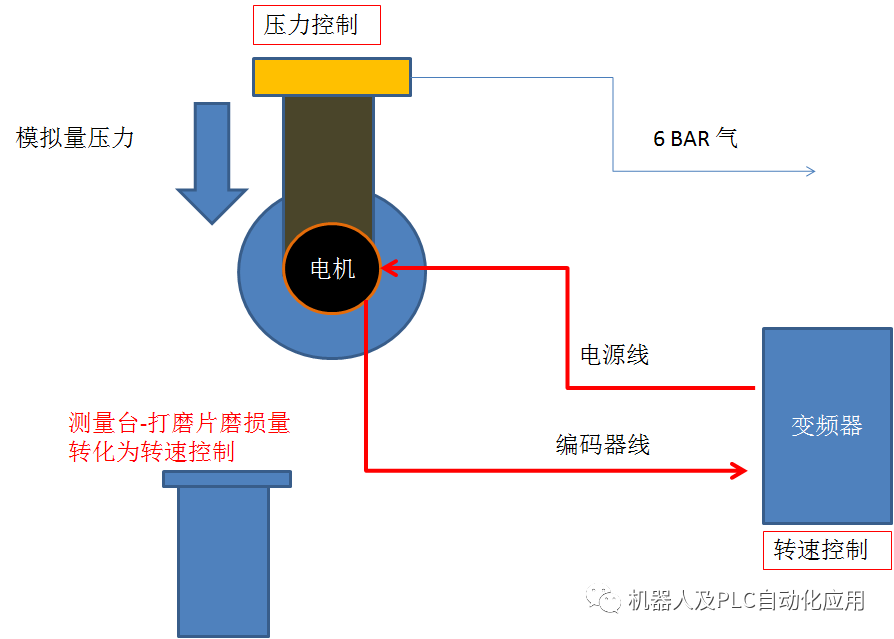
激光焊縫打磨原理.
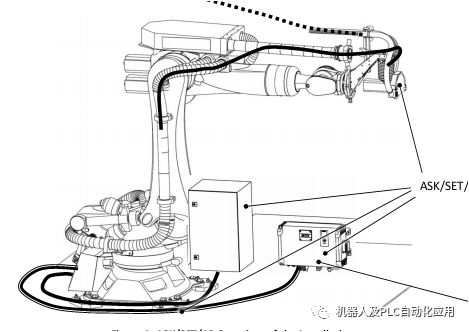
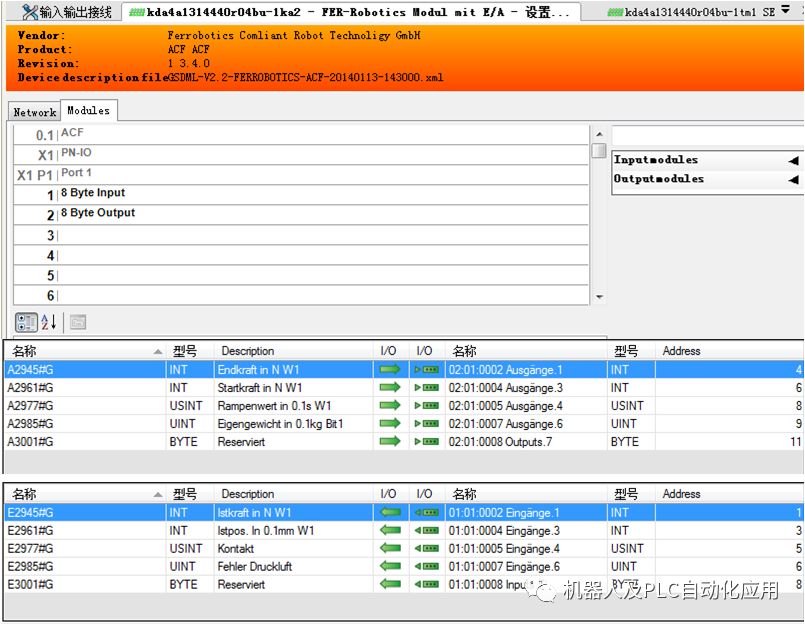
組態ACF伸縮頭并分配IO
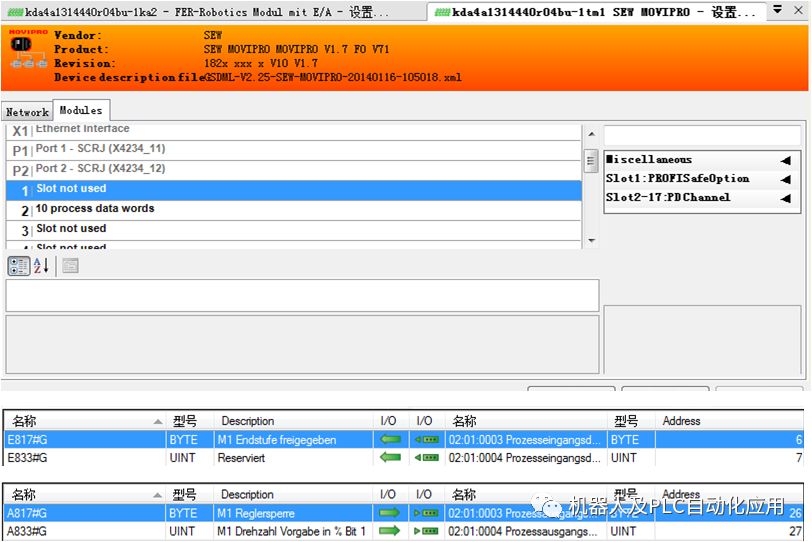
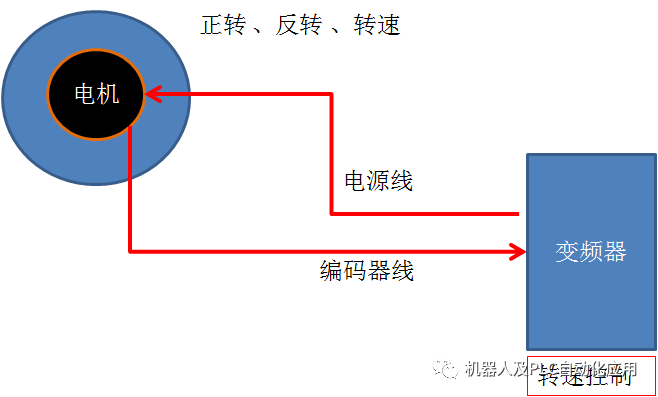
電機打磨的轉速控制:
Tech_ Buersten M1 RechtslaufDrehzahl M1 =85 [%] M2Rechtslauf - [%] Suchweg=-35 Buersten-Nr=1 EIN
P1電機轉動方向
P2電機轉速
P3電機轉方向
P4電機轉速
P5機器人探測距離
P6:1號打磨頭
P7:激活USER
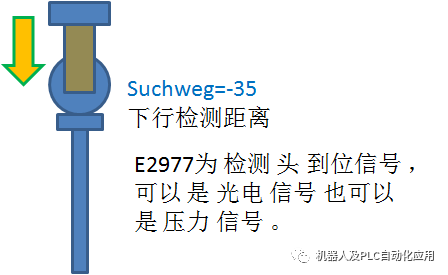
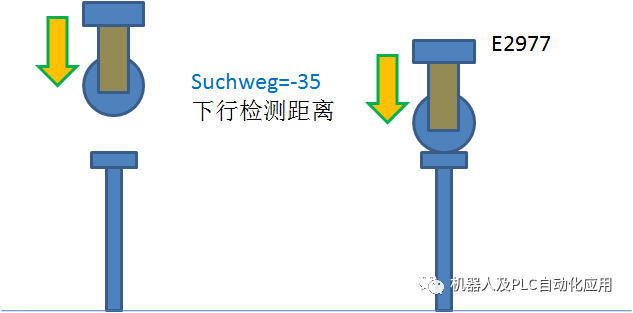
測出打磨片的磨損情況從而改變轉速,轉速與磨損量成正比關系:
Tech_ Buersten Messen - [%] M2 Rechtslauf - [%] Suchweg=-45Buersten-Nr=1 P7=F830 ----測量
Tech_ Buersten Referenzfahrt - [%] M2 Rechtslauf - [%]Suchweg=-45 Buersten-Nr=1 P7=!F830 ----尋找參考點用于換完打磨片的首次測量
Tech_ Buersten Verrechnen Drehzahl M1 =1 [%] M2 RechtslaufDrehzahl M2 =1 [%] Suchweg=-45 Buersten-Nr=1 EIN ---計算速度
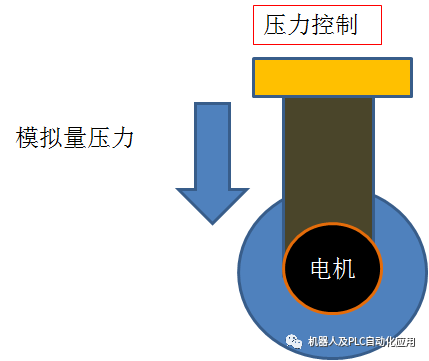
ACF 壓力控制:
Tech_ BU ACFTyp-110 Eigengewicht=94 0.1kg Startkraft=10 N Endkraft=1 N Rampe=20 1/10 sekBU-1 P7=!E13
P1 重量的范圍,=1-10KG =2-20KG =3-50KG =4-50kg =6-80kg
P2 所帶物體的重量
P3 啟始壓力
P4 維持力
P5 力的斜坡
P6 =1:1號打磨頭 =2:2號打磨頭
P7 激活用戶功能
-
激光
+關注
關注
20文章
3418瀏覽量
65766 -
變頻器
+關注
關注
253文章
6792瀏覽量
148550 -
焊縫
+關注
關注
1文章
102瀏覽量
13222
原文標題:激光焊縫打磨原理2.0版本
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
創想智控激光焊縫跟蹤系統在LNG液化天然氣儲罐自動焊接改造方案

汽車制造領域激光焊縫跟蹤系統的應用案例

船舶焊接自動化升級:激光焊縫跟蹤傳感器解決方案
適用于多種焊接場景,激光焊縫跟蹤系統如何滿足不同需求

相比傳統焊接方式,激光焊縫跟蹤系統有哪些優勢?

激光焊縫跟蹤器與傳統焊縫檢測方法的對比

深入解析激光焊縫跟蹤器的工作原理與應用優勢
激光焊錫時如何控制焊縫精度
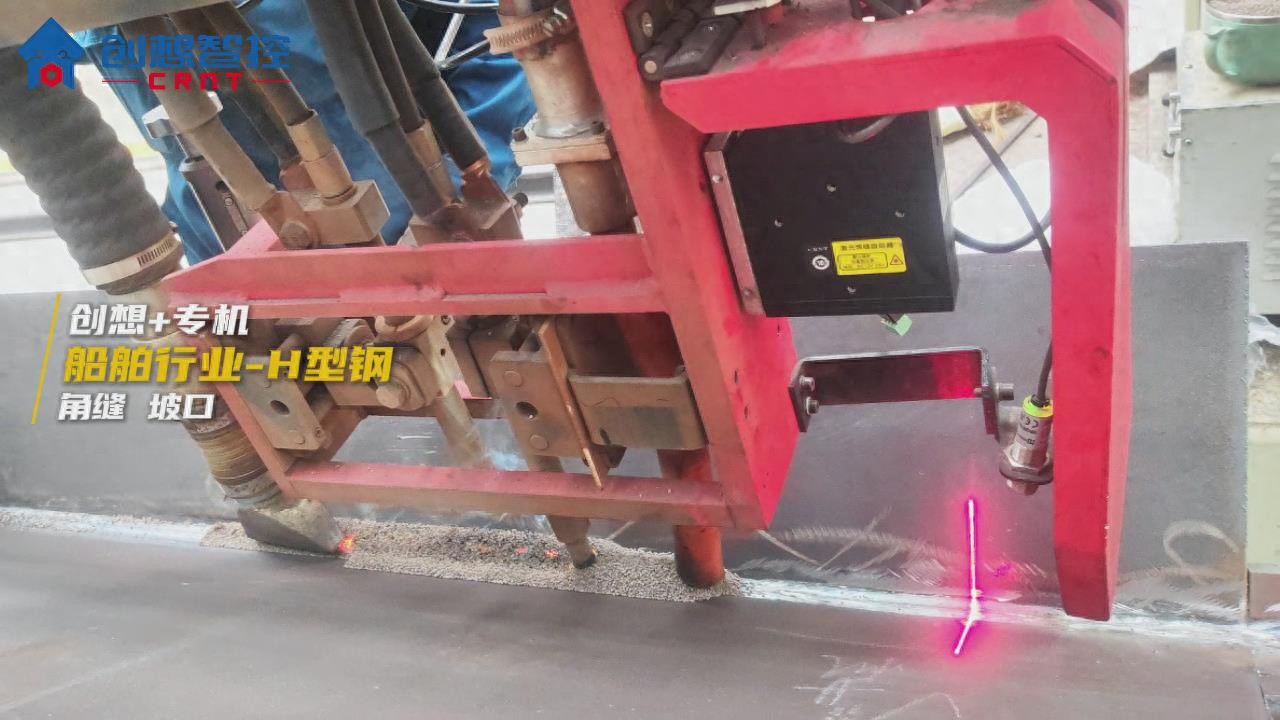
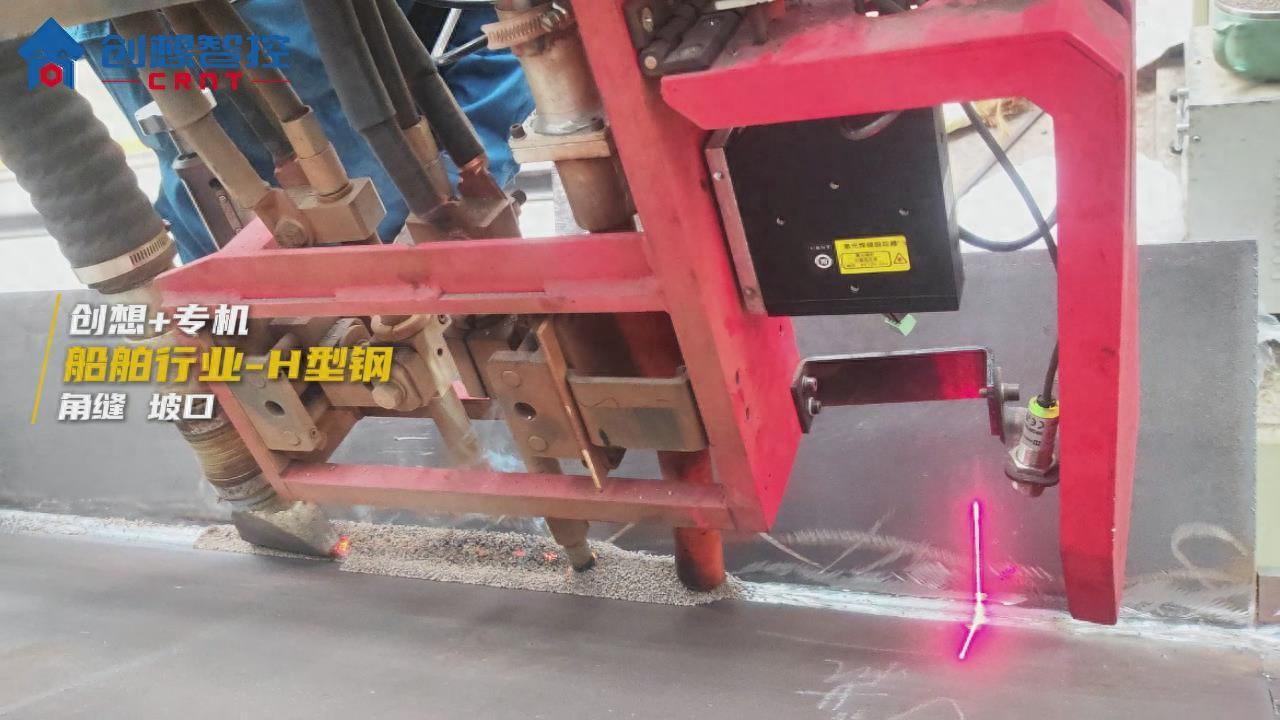
創想智控激光焊縫跟蹤系統在H型鋼多層多道焊接自動化的應用
創想智控激光焊縫跟蹤系統協同焊接專機自動化焊接滅火器罐的應用

創想智控焊縫跟蹤系統運用激光尋位在工程汽車高機底座焊接的應用
USB4 2.0版本的重大更新
創想智控激光焊縫跟蹤器在機械法蘭盤自動掃描焊接的應用

創想智控激光焊縫跟蹤傳感器在機械底盤自動引導焊接的應用

如何集成激光焊縫跟蹤系統與現有焊接設備






 工商網監
工商網監
評論