 關于焊接峰值溫度與焊膏熔點時間的要求
關于焊接峰值溫度與焊膏熔點時間的要求
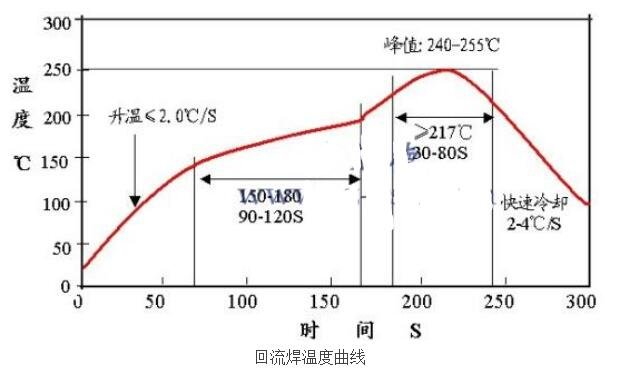
在日常的貼片加工中,因為客戶產品的特殊性,或者焊料的不同特性決定了PCBA制造的整個環節都不是一個標準能夠全部搞定的事情。簡單的來說在回流焊接的環節,因為PCB板基材的不同,高低溫焊料的不同,產品功能指標的不同那么回流焊的溫度就需要精確的調試,更多的時候還需要借助爐溫測試儀。下面一起了解一下關于焊接峰值溫度與焊膏熔點上的時間問題。
焊接峰值溫度
由于PCB上每種元器件的封裝結構與大小不同,測試獲得的溫度曲線不是一根曲線,而是一組溫度曲線,因此,焊接的峰值溫度有最高峰值溫度和最低峰值溫度。焊接峰值溫度的設計首先必須確定工藝類別,如:
(1)混裝工藝一一有鉛焊料焊接SAC305焊球的BGA。
(2)低溫焊料工藝一一低溫焊料(如Sn57 Bilag)焊接SAC305焊球的BGA
(3)常規無鉛工藝一一使用SAC305焊料焊接SAC305。
(4)低銀焊料工藝一一低銀焊料焊接無鉛BGA
其次,要滿足基本的SMT貼片加工焊接工藝要求,即峰值溫度既不能高于元器件的最高時熱溫度,出不能低于焊接的最低溫度要求。
最后提示,BGA的焊接有其特殊性一一二次塌落現象。BGA焊接只有完成兩次塌落,才能形成標準的鼓形焊點形貌和實現自對中。試驗表明,要實現二次塌落,BGA焊點的焊接峰值溫度必高于焊膏熔點11~12℃以上并持續足夠的時間。實際生產中,考忠到PCBA進爐的間隔不均勻性及爐溫的波動性,往往要求高15℃以上,這是為了確保所有BGA滿足此要求。否則,就可能產生焊球未與焊料完全融合的焊點,這也是混裝工藝使用低溫焊接峰值溫度及低溫焊料焊接的標準特征。如果因元器件耐熱等問題確實需要低溫焊接,就必須確保BGA貼片位置居中,因為焊球與焊料不能融合時無法實現自動對中。這種情況也容易出現因對位問題而發生的特殊橋連現象。
推薦閱讀:http://m.elecfans.com/article/720040.html
責任編輯:gt
-
貼片
+關注
關注
10文章
904瀏覽量
37513 -
PCBA
+關注
關注
24文章
1700瀏覽量
53296 -
溫度
+關注
關注
2文章
140瀏覽量
10639
發布評論請先 登錄
【轉】手工焊接對電烙鐵溫度的要求
LED高溫錫膏與LED低溫錫膏的六大區別
詳細分享怎樣設定錫膏回流焊溫度曲線?
低溫錫膏熔點及缺點
佳金源:無鉛低溫錫膏的熔點是多少?

選擇助焊膏時有哪些具體要求?









 工商網監
工商網監
評論