 電子發燒友App
電子發燒友App


一、?項目背景
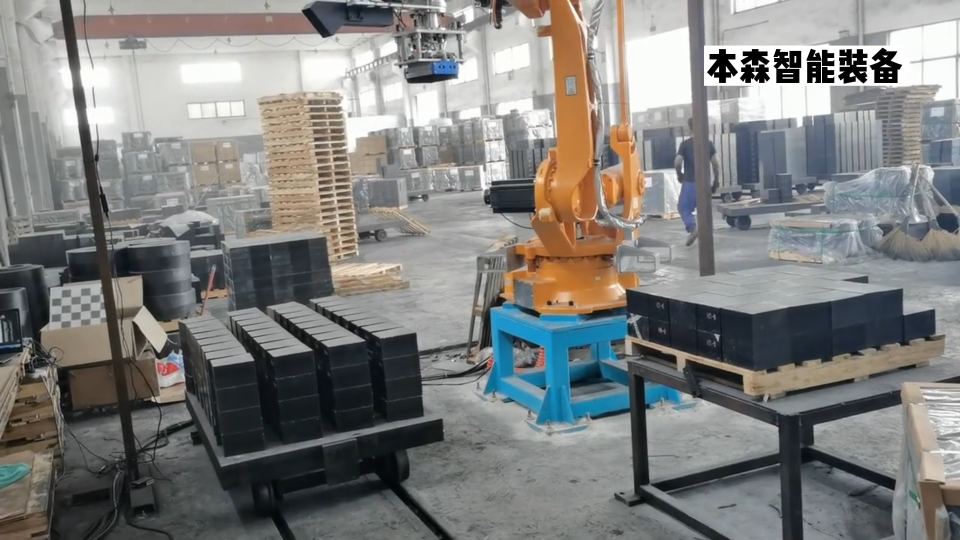
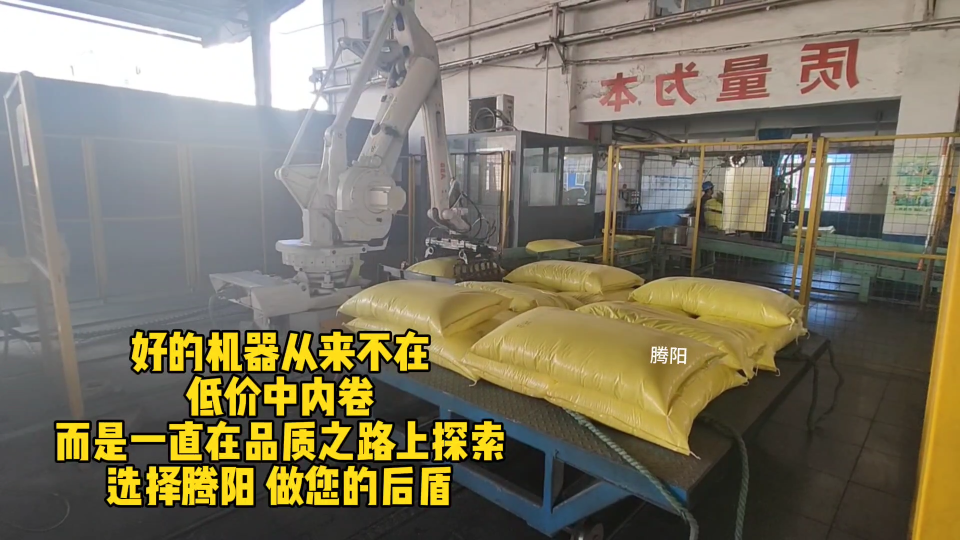
該項目主要為將玻璃材料通過取料點通過預先設定好的放料點實現依次碼垛排放的設備
二、?項目意義
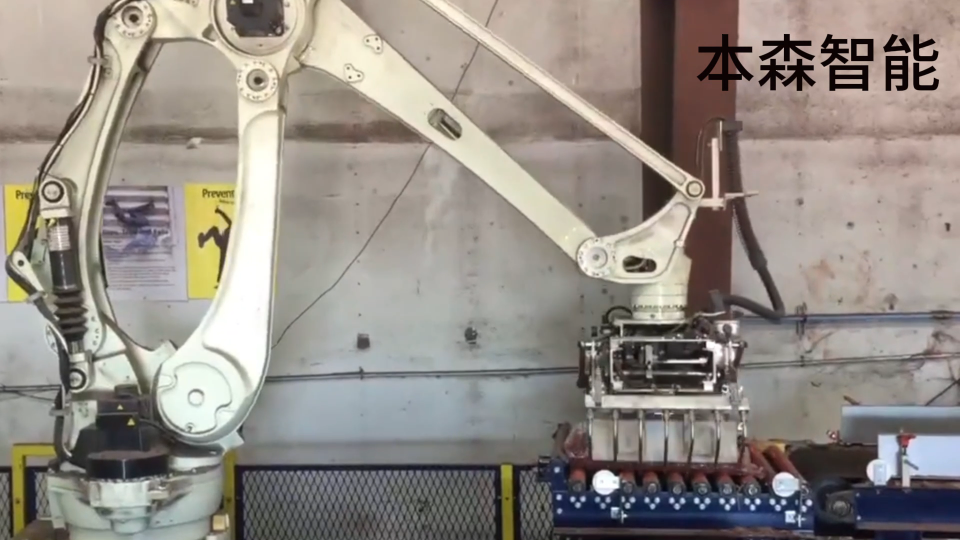
該項目為玻璃搬運設備,由于在玻璃生產中,需要高溫猝火,使用人為進行搬運在安全以及效率上均比較低,使用搬運機械手可以滿足效率以及安全性能
三、?項目要求
速度:客戶要求搬運效率為1分鐘13個左右
易用:盡量減少參數設定,盡量減少客戶培訓,爭取達到上電復位,開機。
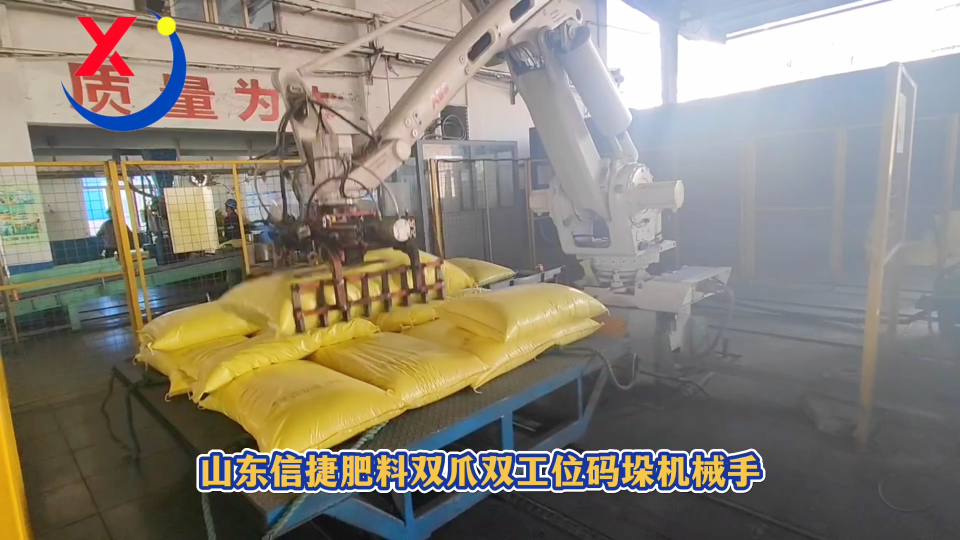
多功能:放料最多可以選擇14組放料,可人為設定放料個數,可人為選擇左右放料模式,可人為進行拖動示教進行位置對應
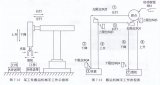
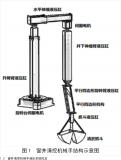
五、?方案拓撲圖:
六、?方案說明:
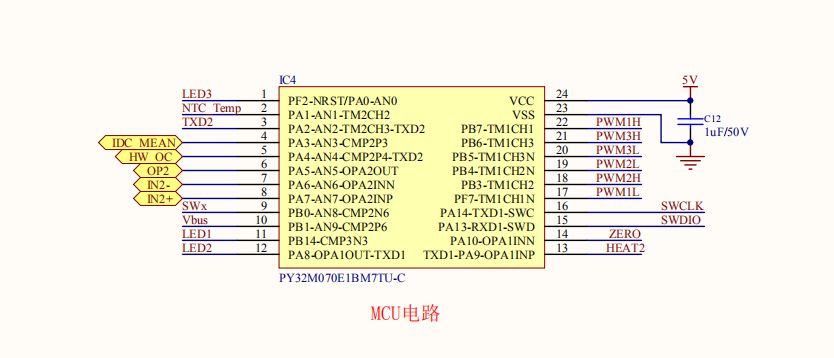
觸摸屏采用485通訊PLC,PLC采用485通訊伺服,PLC采用脈沖控制伺服
(一)方案說明:利用脈沖控制伺服,搭配匯川絕對值伺服,基于485方式進行伺服位置記錄傳輸PLC脈沖寄存器實現位置不丟失,并對報警狀態進行IO監視等操作。
(二)方案優點
(1)通訊優點,采用485通訊方式基于匯川全系列伺服均支持485通訊,且接線簡單,型號要求簡單,在連接不多且通訊數據交互比較少的情況下速率也可以滿足客戶要求
(2)伺服優點,伺服采用匯川620P 23位絕對值伺服,該伺服編碼器分辨率為8388608,足夠滿足現場要求的定位精度,并且采用絕對值方式伺服,采用絕對值情況下的伺服,不僅僅可以實現節省原點以及限位開關,更提升初始化原本伺服回原點時間,且根據實際現場應用帶有電池的絕對值伺服理論使用年限為37年
(3)控制優點,采用小型PLC進行控制,程序方便調試人員理解
七、?現場難點以及解決方案:
(1)軌跡動作:現場伺服為升降,主軸123,其中主軸123為均為共生結構,即主軸1動作影響主軸23動作,主軸2動作影響主軸3動作,而且現場要求取材料入內需要為伸入進去,對于旋轉類型的軸需要2軸之間保證一定的運動軌跡方可實現放料伸入,退料伸出動作
(2)同步到達:為保證機器動作運行連貫,需要保證主軸123之間雖然每一個設定位置不同,但是到達各自的目標位置所消耗的時間要一致營造出同步到達的現象,所以需要以某一個軸為基底軸,其余軸的動作速度跟隨基底軸變化而自動改變其速度
(3)多位設定:由于搬運機械手為旋轉類型負載,在多組碼垛的過程中出現問題為放料由遠到近在到遠,對于圓周類型動作的主軸,當運行完成最近點后需要動作的軌跡完全與之前不一致,此刻的不僅要執行總待機位置以及分布待機位置方可執行放料位置
八、?優化措施
1、?多組碼垛,可人為根據現場設定碼垛組數根據現場不同的放料次數
2、?左右排放,可通過現場實際放料排放類型選擇排料順序
3、?拖動示教,可人為斷開使能,拖動機器,保存位置,實現機器按照人為之前拖動軌跡進行動作
fqj




























































 工商網監
工商網監
評論