 電子發(fā)燒友App
電子發(fā)燒友App


一、項(xiàng)目簡介
XKH 系列五軸聯(lián)動(dòng)葉片加工中心是北京機(jī)電院機(jī)床有限公司應(yīng)用自主技術(shù),結(jié)合葉片零件加工特點(diǎn),自主設(shè)計(jì)開發(fā)的專業(yè)葉片加工機(jī)床,已成功在國內(nèi)實(shí)現(xiàn)批量應(yīng)用,用戶包括東方汽輪機(jī)廠、無錫葉片廠、黎明發(fā)動(dòng)機(jī)公司等主機(jī)廠,以及為主機(jī)廠進(jìn)行配套加工的專業(yè)葉片加工廠。
本文介紹的五軸葉片加工中心,是本公司在參加無錫透平葉片廠牽頭承擔(dān)的國家科技重大專項(xiàng)課題“國產(chǎn)高檔數(shù)控機(jī)床在葉片加工中的示范應(yīng)用”中,根據(jù)無錫葉片廠對(duì)葉片加工機(jī)床的要求,在原有產(chǎn)品的基礎(chǔ)上進(jìn)行設(shè)計(jì)開發(fā)的,機(jī)床型號(hào)為XKH800Z,機(jī)床外觀如圖1所示。
XKH800Z五軸聯(lián)動(dòng)葉片加工中心采用立柱移動(dòng)結(jié)構(gòu),五軸聯(lián)動(dòng),所有坐標(biāo)全閉環(huán)控制,機(jī)床工作臺(tái)沿X軸線左右運(yùn)動(dòng),立柱沿Y軸前后移動(dòng),主軸沿Z軸上下移動(dòng)并圍繞回轉(zhuǎn)中心進(jìn)行擺動(dòng)(B軸),Z軸采用雙絲杠進(jìn)行同步驅(qū)動(dòng)(Z1,Z2),B軸由力矩電機(jī)直接驅(qū)動(dòng);頭架(A1軸)和尾架(A2軸)安裝在工作臺(tái)上,均采用力矩電機(jī)直接驅(qū)動(dòng)、同步回轉(zhuǎn),同時(shí),尾架在工作臺(tái)上通過U軸可以根據(jù)零件尺寸的不同進(jìn)行調(diào)整,切削時(shí)頭尾架則通過液壓進(jìn)行鎖緊。
圖1:XKH800Z外觀圖
二、數(shù)控系統(tǒng)配置
XKH800Z五軸聯(lián)動(dòng)葉片加工中心有5個(gè)直線軸(X,Y,Z1,Z2,U),3個(gè)旋轉(zhuǎn)軸(A1,A2,B)和1個(gè)主軸(SP1),共9個(gè)軸需要控制。機(jī)床選用 SINUMERIK 840D sl數(shù)控系統(tǒng),由于控制軸數(shù)較多,設(shè)計(jì)通過連接NX模塊增強(qiáng)系統(tǒng)的驅(qū)動(dòng)控制性能,因此,控制分為兩部分,一是通過NCU720.3實(shí)現(xiàn)對(duì)Y軸、U軸、X軸、B軸、SP軸的控制,二是通過NX15.3模塊實(shí)現(xiàn)對(duì)Z1軸、Z2軸、A1軸、A2軸的控制,控制框架圖如圖2所示。
1、控制單元NCU720.3
控制單元NCU720.3控制5個(gè)軸,通過DRIVE-CLiQ接口進(jìn)行模塊間、模塊與電機(jī)編碼器間的通訊。因?yàn)閅軸、U軸、X軸和B軸選用的是1FT7系列標(biāo)準(zhǔn)電機(jī),電機(jī)自身帶DRIVE-CLiQ接口,可與電機(jī)模塊直接連接;而主軸電機(jī)選用第三方電機(jī),編碼器信號(hào)需要加配SMC20模塊進(jìn)行信號(hào)轉(zhuǎn)換后與電機(jī)模塊進(jìn)行連接。
2、控制單元NX15
控制單元NX15控制4個(gè)軸, 其中A1、A2軸選用1FW6系列力矩電機(jī),使用海德漢RCN226編碼器進(jìn)行位置檢測,加配外部編碼器模塊SME125將編碼器信號(hào)和電機(jī)溫度傳感器信號(hào)轉(zhuǎn)換為DRIVE-CLiQ信號(hào),接入電機(jī)模塊。
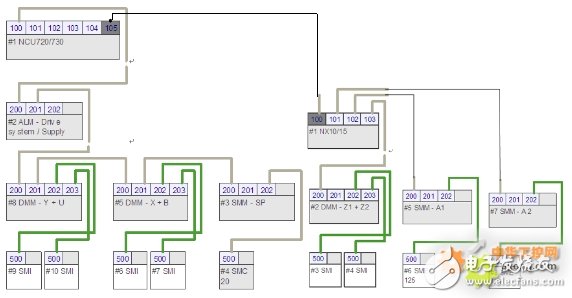
圖2:連接拓?fù)浣Y(jié)構(gòu)圖
三、頭尾架運(yùn)動(dòng)控制的實(shí)現(xiàn) ??
1、同步控制
葉片為薄壁結(jié)構(gòu),本身剛性較弱,抗彎剛度和抗扭剛度很差,加工時(shí)葉片頭部由頭架夾持,尾部由尾架夾持。如果零件的擺動(dòng)只由頭架進(jìn)行驅(qū)動(dòng),在加工到葉片尾部時(shí),由于零件剛度較弱,加工誤差較大。為保證加工精度,設(shè)計(jì)采用力矩電機(jī)驅(qū)動(dòng)頭架(A1軸)和尾架(A2軸)進(jìn)行同步驅(qū)動(dòng),起到改善葉片在切削狀態(tài)下的剛度的作用,同時(shí)采用高精度角度編碼器進(jìn)行閉環(huán)控制,以提高運(yùn)動(dòng)精度。
產(chǎn)品最初設(shè)計(jì)時(shí),頭架(A1軸)和尾架(A2軸)選用GANTRY軸的控制方式,要求兩個(gè)軸時(shí)刻保證位置一致,理論上講,這種位置同步控制是最精確的一種同步方式,但是在實(shí)際加工時(shí)發(fā)現(xiàn)存在兩個(gè)問題,第一是在工件裝夾時(shí),由于頭尾架電機(jī)是GANTRY軸的控制方式,尾架電機(jī)在尾架虎鉗夾緊的瞬間,不能隨動(dòng)旋轉(zhuǎn),會(huì)造成葉片扭曲,影響后續(xù)的加工精度,并且尾架電機(jī)扭矩會(huì)加大,久而久之會(huì)影響電機(jī)的使用壽命;第二個(gè)問題是在葉片加工過程中,容易產(chǎn)生回彈,此外,加工中葉片內(nèi)原有殘余應(yīng)力會(huì)逐步釋放,也會(huì)引起葉片加工變形,由于尾架電機(jī)不能隨動(dòng)旋轉(zhuǎn),導(dǎo)致頭尾架電機(jī)扭矩不一致,影響葉片的精加工精度。
針對(duì)上述問題,結(jié)合SIEMENS 840D SL系統(tǒng)的其它多軸耦合功能,經(jīng)過反復(fù)嘗試和試驗(yàn),決定采取多策略組合的方式,將頭尾架的控制策略由單一的GANTRY軸同步控制改為裝夾時(shí)的隨動(dòng)控制、粗加工時(shí)的主從耦合、精加工時(shí)的機(jī)床坐標(biāo)系耦合三種方式相結(jié)合的形式,克服單一策略存在的問題,滿足葉片在裝夾、粗加工以及精加工過程的不同需求,以提升機(jī)床的加工效率和加工精度。
葉片加工示意圖如圖3所示。
圖3:葉片加工示意圖
2、隨動(dòng)控制(follow-up mode)
1)隨動(dòng)控制簡介
一般控制狀態(tài)下,伺服電機(jī)加上使能后,電機(jī)靠驅(qū)動(dòng)器驅(qū)動(dòng),產(chǎn)生扭力,是無法用外力轉(zhuǎn)動(dòng)的,數(shù)控系統(tǒng)檢測電機(jī)的位置以及速度,如果出現(xiàn)偏差,系統(tǒng)會(huì)報(bào)警提示。但在隨動(dòng)控制模式下,伺服電機(jī)是可以通過外力轉(zhuǎn)動(dòng)的,比如,人為的用手去轉(zhuǎn)動(dòng)伺服電機(jī),電機(jī)轉(zhuǎn)動(dòng),電機(jī)測量系統(tǒng)仍然生效,它的實(shí)際位置值也被記錄下來,同時(shí)從位置畫面可以看到其坐標(biāo)值的變化,系統(tǒng)不會(huì)報(bào)警,并且當(dāng)撤銷跟隨方式時(shí),也不需要對(duì)各個(gè)進(jìn)給軸重新回參考點(diǎn)。
2)隨動(dòng)控制的實(shí)現(xiàn)
在葉片裝夾過程中,控制策略采用隨動(dòng)控制模式,尾架電機(jī)在尾架虎鉗夾緊的瞬間,可以隨著頭架一起旋轉(zhuǎn),不會(huì)造成葉片扭曲;葉片裝夾完成后,取消隨動(dòng)控制模式,開始進(jìn)行加工。
尾架隨動(dòng)主要是在葉片裝夾時(shí)使用,通過PLC程序,令DB3*.DBX2.1 = “0”、DB3*.DBX1.4 = “1”,即可實(shí)現(xiàn)隨動(dòng)控制;反之,令DB3*.DBX2.1 = “1”、DB3*.DBX1.4 = “0”,即可取消隨動(dòng)控制。
3、主從耦合(master-slave)
1)主從耦合功能簡介
使用主從耦合方式,兩組電機(jī)驅(qū)動(dòng)通過機(jī)械耦合到同一跟軸上,主動(dòng)軸既有位置環(huán)也有速度環(huán)控制,可以實(shí)現(xiàn)精確定位;但是從動(dòng)軸只有速度環(huán),根據(jù)主動(dòng)軸的速度指令實(shí)現(xiàn)速度環(huán)的控制,通過調(diào)整主從軸的速度差完成兩驅(qū)動(dòng)間力矩輸出的平衡。主從耦合方式是選項(xiàng)功能,訂貨號(hào)是6FC5800-0AM03-0YB0,主從控制原理圖如下圖4所示。
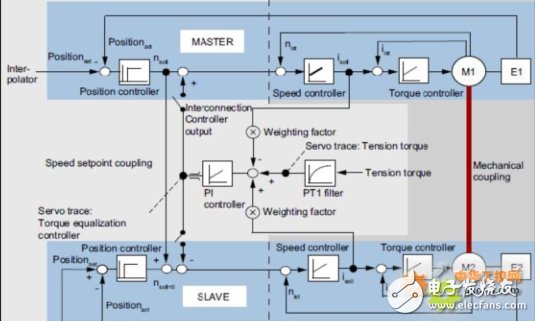
圖4:主從耦合控制原理圖
在葉片粗加工過程中,選用主從耦合,盡管從動(dòng)軸沒有位置環(huán)控制,但由于是粗加工,對(duì)加工精度要求不高,所以影響不大;主從耦合方式通過力矩補(bǔ)償控制器對(duì)頭、尾架電機(jī)的力矩進(jìn)行分配,保證頭、尾架驅(qū)動(dòng)電機(jī)處于最佳的力矩耦合狀態(tài),可以很好的解決在粗加工過程中的葉片加工變形問題。
2)主從耦合控制的實(shí)現(xiàn)
在葉片粗加工過程中,控制策略采用主從耦合模式,盡管從動(dòng)軸沒有位置環(huán)控制,但由于是粗加工,對(duì)加工精度要求不高,所以影響不大;主從耦合方式通過力矩補(bǔ)償控制器對(duì)頭、尾架電機(jī)的力矩進(jìn)行分配,保證頭、尾架驅(qū)動(dòng)電機(jī)處于最佳的力矩耦合狀態(tài),可以很好的解決在粗加工過程中的葉片加工變形問題。
采用主從耦合模式時(shí),主要機(jī)床參數(shù)設(shè)置如下:(注:參數(shù)需要設(shè)置在從動(dòng)軸上)
MD37250 $MA_MS_ASSIGN_MASTER_SPEED_CMD = ”4”
速度耦合的主動(dòng)軸的機(jī)床軸號(hào),A1軸為第4根軸;
MD37252 $MA_MS_ASSIGN_MASTER_TORQUE_CTR = ”4”
力矩耦合的主動(dòng)軸的機(jī)床軸號(hào),A1軸為第4根軸;
MD37253 $MA_MS_FUNCTION_MASK = ”1”
主從耦合設(shè)置,sl 上推薦設(shè)置1,MD37256、MD37260使用設(shè)置值;
MD37254 $MA_MS_TORQUE_CTRL_MODE = ”1”
力矩補(bǔ)償控制器的輸出方式,0:輸出到主動(dòng)軸和從動(dòng)軸; ?1:輸出到從動(dòng)軸;
2:輸出到主動(dòng)軸; ? 3:無輸出;
MD37255 $ MS_TORQUE_CTRL_ACTIVATION = ”1”
力矩補(bǔ)償控制器的激活方式,0:通過MD37254;1:通過信號(hào)DB3*.DBX24.4;
MD37256 $ MA_MS_TORQUE_CTRL_P_GAIN = ”50”
力矩補(bǔ)償控制器的P增益,范圍:0~100,
設(shè)置值為MD32000(軸最大速度) / P2003(從動(dòng)軸額定扭矩)的百分?jǐn)?shù);
MD37258 $ MA_MS_TORQUE_CTRL_I_TIME = ”0.1”
力矩補(bǔ)償控制器的積分時(shí)間,增益>0時(shí),積分時(shí)間有效;
MD37260 $ MA_MS_MAX_CTRL_VELO= ”100”
力矩補(bǔ)償控制器的最大速度,MD32000的百分比,范圍:0~100;
MD37262 $ MA_MS_COUPLING_ALWAYS_ACTIVE = ”0”
主從耦合的激活方式,0:臨時(shí)耦合,通過NC指令MASLON或接口信號(hào)DB3*.DBX24.7;
1:永久耦合,NC或PLC控制無效。
MD37264 $ MA_MS_TENSION_TORQUE = ” 0”
主從軸間的張力,張力為參考力矩的百分比,正負(fù)值調(diào)整脹緊方向,范圍:-100~100;
MD37266 $ MA_MS_TENSION_TORO _FILTER_TIME = ” 0”
張力調(diào)整的濾波器時(shí)間常數(shù),值>0,張力調(diào)整濾波器有效,范圍:0~100,單位:秒;
MD37268 $ MA_MS_ TORQUE_WEIGHT_SLAVE = ”50”
從軸力矩占總力矩的百分比,若主、從電機(jī)一樣,設(shè)為50,范圍:0~100;
MD37270 $ MA_MS_ VELO_TOL_COARSE = ”5”
主從速度差的粗定位窗口,窗口設(shè)置值為MD32000的百分比,范圍:0~100;
MD37272 $ MA_MS_ TORQUE_ VELO_TOL_FINE ?= ”1”
主從速度差的精定位窗口,窗口設(shè)置值為MD32000的百分比,范圍:0~100;
MD37274 $ MA_MS_ MOTION_ DIR_REVERSE = ”0”
反向從動(dòng)軸的移動(dòng)方向,0:從軸耦合方向不變;1:從軸耦合方向取反。
4、機(jī)床坐標(biāo)系耦合(machine coordinate system coupling)
1)機(jī)床坐標(biāo)系耦合簡介
在機(jī)床中,如果有兩個(gè)或兩個(gè)以上相對(duì)獨(dú)立的機(jī)床頭需要完成相同的動(dòng)作,但是卻不能通過標(biāo)準(zhǔn)的耦合功能實(shí)現(xiàn)時(shí),可以使用機(jī)床坐標(biāo)系耦合功能實(shí)現(xiàn)同步的動(dòng)作,即建立各自獨(dú)立的坐標(biāo)系,各自坐標(biāo)系下的幾個(gè)軸在運(yùn)動(dòng)時(shí)通過位置檢測和補(bǔ)償?shù)裙δ軐?shí)現(xiàn)坐標(biāo)軸之間的位置同步。在機(jī)床坐標(biāo)系耦合控制下的軸,具有位移和速度同步功能,以同樣的速度進(jìn)行運(yùn)動(dòng),速度方向可以相同,也可以相反 ,并可將兩個(gè)軸的位置誤差控制在設(shè)定的范圍內(nèi)。
機(jī)床坐標(biāo)系耦合下的主動(dòng)軸可以有1個(gè)或者多個(gè)從動(dòng)軸,但是從動(dòng)軸與主動(dòng)軸之間不能互換;對(duì)于從動(dòng)軸而言,不能是PLC軸,也不能作為控制軸,并且在JOG模式下,從動(dòng)軸不能單獨(dú)動(dòng)作。此外,應(yīng)用機(jī)床坐標(biāo)系耦合功能,要求主動(dòng)軸和從動(dòng)軸必須同是旋轉(zhuǎn)軸或同是直線軸,且主動(dòng)軸和從動(dòng)軸不能是轉(zhuǎn)換軸,主軸不能使用機(jī)床坐標(biāo)系耦合功能。
需要特別注意的是,機(jī)床坐標(biāo)系耦合功能的激活和關(guān)閉,是不可以通過PLC接口信號(hào)控制的,只能通過NC指令CC_COPON和CC_COPOFF打開或關(guān)閉。激活機(jī)床坐標(biāo)系耦合功能后,在軸診斷畫面下可以看到,從動(dòng)軸的控制狀態(tài)由速度控制改為位置控制。
機(jī)床坐標(biāo)系耦合是選項(xiàng)功能,訂貨號(hào)為6FC5800-0AM72-0YB0,這個(gè)一個(gè)選項(xiàng)包,激活授權(quán)時(shí)需要同時(shí)選中這個(gè)訂貨號(hào),以及6FC5800-0AM23-0YB0,功能才可以生效。
在下圖5中,機(jī)床頭1和機(jī)床頭2分別由5個(gè)坐標(biāo)軸驅(qū)動(dòng),其在機(jī)械上間接相連,擁有各自獨(dú)立的坐標(biāo)系,兩個(gè)坐標(biāo)系下的 Y和Y2、Z和Z2、W和W2、A和A2以及C和C2,這5對(duì)坐標(biāo)軸均可通過機(jī)床坐標(biāo)系實(shí)現(xiàn)耦合控制。
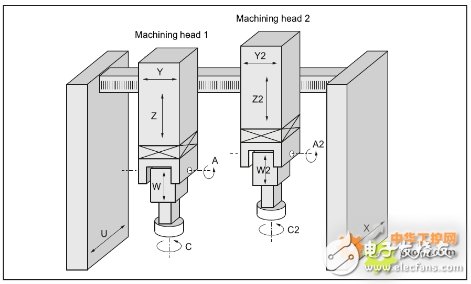
圖5:機(jī)床坐標(biāo)系耦合示意圖
2)機(jī)床坐標(biāo)系耦合功能的實(shí)現(xiàn)
葉片精加工時(shí),對(duì)頭、尾架電機(jī)的定位精度有著嚴(yán)格要求,因此采用機(jī)床坐標(biāo)系耦合功能,但該功能是不可以通過PLC接口信號(hào)控制的,只能通過NC指令CC_COPON和CC_COPOFF打開或關(guān)閉,如果每次都在程序中輸入這幾個(gè)指令比較麻煩,因此使用M代碼調(diào)用。此外,出于安全的考慮,除了在葉片裝夾的過程中,尾架可以隨動(dòng),其余狀態(tài)下,頭、尾架都是在同步狀態(tài),因此在用M代碼打開或是關(guān)閉機(jī)床坐標(biāo)系耦合的同時(shí),應(yīng)該相應(yīng)的關(guān)閉或是打開主從耦合功能。
通用參數(shù)設(shè)置如下:
MD10715 [5] $ MN_M_NO_FCT_CYCLE = ”65”
MD10715 [6] $ MN_M_NO_FCT_CYCLE = ”66”
MD10716 [5] $ MN_M_NO_FCT_CYCLE_NAME = ” L65_MCSON”
MD10716 [6] $ MN_M_NO_FCT_CYCLE_NAME = ” L66_MCSOFF”
再將以下兩個(gè)程序拷入制造商循環(huán)目錄下即可。
L65_MCSON.SPF;
MASLOF(AA)
CC_COPON(A,AA)
M17
L66_MCSOFF.SPF;
CC_COPOFF(A,AA)
MASLON(AA)
M17
軸參數(shù)設(shè)置(注:參數(shù)需要設(shè)置在從動(dòng)軸上)
MD28090 $ MM_NUM_CC_BLOCK_ELEMENTS = ”1”
用于編譯循環(huán)的程序段元素的數(shù)量(DRAM);
MD28100 $ MM_NUM_CC_BLOCK_USER_MEM = ”100”
用于編譯循環(huán)的程序段存儲(chǔ)器容量(DRAM),單位KB;
MD60946 $MN_CC_ACTIVE_IN_CHAN_MCSC = ”1”
通用參數(shù),選項(xiàng)功能激活,設(shè)置為1后需要PO復(fù)位,復(fù)位后在軸參數(shù)中,才可以搜索到以下的參數(shù);
MD63540 $ MA_CC_MASTER_AXIS = ”4”
機(jī)床坐標(biāo)系耦合的主動(dòng)軸的機(jī)床軸號(hào),A1軸為第4根軸;
MD63541 $ MA_CC_POSITION_TOL = ”0.5”
從動(dòng)軸的監(jiān)控窗口,此窗口檢測的是絕對(duì)位置;
MD63542 $ MA_CC_PROTEC_MASTER = ”0”
碰撞防護(hù)對(duì)應(yīng)的主動(dòng)軸,頭、尾架不會(huì)發(fā)生碰撞,故不需要使用碰撞保護(hù)功能;
MD63543 $ MA_ CC_PROTEC_OPTIONS = ”0”
碰撞防護(hù)功能的配置;
MD63544 $ MA_ CC_COLLISION_WIN = ”-1”
碰撞防護(hù)窗口;
MD63545 $ MA_ CC_OFFSET_MASTER = ”0”
用于碰撞防護(hù)的零點(diǎn)偏置。
5、控制方式的切換
綜上所述,頭尾架的控制策略同時(shí)使用了隨動(dòng)、主從和坐標(biāo)系耦合三種控制方式,考慮到機(jī)床操作的安全性和便利性,應(yīng)用Easy Screen功能設(shè)計(jì)用戶界面,操作者通過點(diǎn)擊界面中的垂直按鍵,即可激活對(duì)應(yīng)的控制方式。
SINUMERIK 840D sl數(shù)控系統(tǒng)的硬盤路徑F:HMIhmisloemsinumerikhmi下有兩個(gè)文件夾,文件夾cfg中存放的是界面控制的架構(gòu)文件,文件夾proj中存放制造商二次開發(fā)用的界面文件。
1)修改配置文件easyscreen.ini,指定尾架自動(dòng)控制界面的存放位置,在系統(tǒng)的診斷畫面下:[STARTFILES]
StartFile07 = area := AreaDiagnosis, dialog:=SlDgDialog, startfile := diag.com;
2)編制頭尾架控制方式切換的界面程序,存放在文件夾prog下,文件名為diag.com,因?yàn)闄C(jī)床坐標(biāo)系耦合是必須用指令激活的,所以做界面時(shí)使用了文件功能“選擇程序SP”語句,例如,機(jī)床坐標(biāo)系耦合方式激活,對(duì)應(yīng)語句SP("http://NC/CMA.DIR/ L65_MCSON.SPF ");
3)程序傳入路徑F:HMIhmisloemsinumerikhmiproj,系統(tǒng)重啟后,在系統(tǒng)的診斷畫面下會(huì)出現(xiàn)軟鍵“頭尾架控制”,點(diǎn)擊該鍵,即可進(jìn)入頭尾架控制方式切換界面,在界面中點(diǎn)擊對(duì)應(yīng)的垂直按鍵,再按下循環(huán)啟動(dòng)鍵,即可以激活對(duì)應(yīng)的方式,同時(shí),頭尾架的控制狀態(tài)也可以在界面中讀出,以方便操作者實(shí)時(shí)監(jiān)控。頭尾架控制界面如圖6所示。
圖6:頭、尾架控制狀態(tài)界面
四、加工驗(yàn)證
設(shè)計(jì)開發(fā)完成后,嵌入多策略控制模式的六臺(tái)XKH800Z機(jī)床在本公司經(jīng)過了葉片零件的小批量連續(xù)加工試驗(yàn),試驗(yàn)葉片毛坯為方鋼,尺寸為300×75×45mm,材料為不銹鋼。在葉片小批量連續(xù)加工試驗(yàn)過程中,多種耦合方式相結(jié)合的頭尾架控制模式,操作方便有效,工作穩(wěn)定可靠,加工出的葉片精度和表面粗糙度檢測合格,通過了用戶的驗(yàn)收。
機(jī)床發(fā)運(yùn)至無錫透平葉片廠后,用戶使用該機(jī)床進(jìn)行了多種型號(hào)的不銹鋼方鋼葉片(毛坯長度200~580mm)和模鍛葉片(毛坯長度350~550mm)的大批量生產(chǎn),超過半年的切削加工表明,機(jī)床工作穩(wěn)定可靠,頭尾架運(yùn)動(dòng)控制實(shí)用有效,得到用戶好評(píng),為葉片加工精度和加工效率的提高發(fā)揮了重要作用。
五、應(yīng)用體會(huì)
通過對(duì)SINUMERIK 840D SL數(shù)控系統(tǒng)主從耦合、隨動(dòng)控制、機(jī)床坐標(biāo)系耦合三個(gè)功能的綜合應(yīng)用,形成了可靠有效的嵌入式控制策略,實(shí)現(xiàn)了五軸葉片加工中心的頭尾架同步控制,解決了在葉片裝夾、粗加工和精加工過程中,頭尾架控制上不同需求的問題,提高了加工效率,滿足了葉片加工的工藝要求,也充分體現(xiàn)了SINUMERIK 840D SL數(shù)控系統(tǒng)強(qiáng)大的功能及其良好的開放性。










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論