 電子發(fā)燒友App
電子發(fā)燒友App


逐點(diǎn)比較法是我國數(shù)控機(jī)床中廣泛采用的一種插補(bǔ)方法,它能實(shí)現(xiàn)直線、圓弧和非圓二次曲線的插補(bǔ),插補(bǔ)精度較高。
逐點(diǎn)比較法,顧名思義,就是每走一步都要將加工點(diǎn)的瞬時(shí)坐標(biāo)同規(guī)定的圖形軌跡相比較,判斷其偏差,然后決定下一步的走向,如果加工點(diǎn)走到圖形外面去了,那么下一步就要向圖形里面走;如果加工點(diǎn)在圖形里面,那么下一步就要向圖形外面走,以縮小偏差。這樣就能得出一個(gè)非常接近規(guī)定圖形的軌跡,最大偏差不超過一個(gè)脈沖當(dāng)量。
在逐點(diǎn)比較法中,每進(jìn)給一步都須要進(jìn)行偏差判別、坐標(biāo)進(jìn)給、新偏差計(jì)算和終點(diǎn)比較四個(gè)節(jié)拍。下面分別介紹逐點(diǎn)比較法直線插補(bǔ)和圓弧插補(bǔ)的原理。
一、 逐點(diǎn)比較法直線插補(bǔ)
如上所述,偏差計(jì)算是逐點(diǎn)比較法關(guān)鍵的一步。下面以第Ⅰ象限直線為例導(dǎo)出其偏差計(jì)算公式。 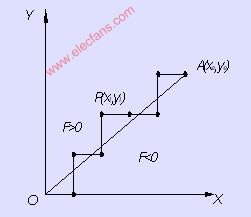
如圖2—1所示,假定直線 的起點(diǎn)為坐標(biāo)原點(diǎn),終點(diǎn)A的坐標(biāo)為 為加工點(diǎn),若P點(diǎn)正好處在直線 上,那么下式成立:
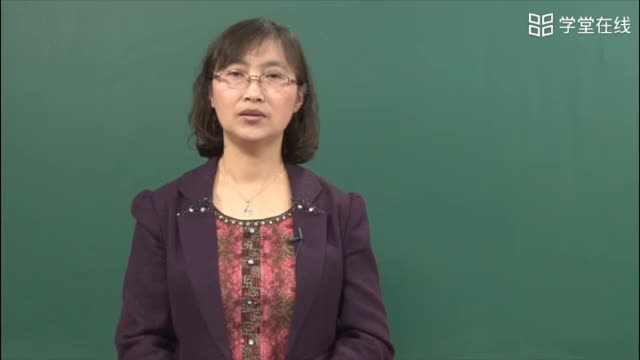
? 若任意點(diǎn) 在直線 的上方(嚴(yán)格地說,在直線 與y軸所成夾角區(qū)域內(nèi)),那么有下述關(guān)系成立:
亦即:????????????????????????? 由此可以取偏差判別函數(shù) 為:
由 的數(shù)值(稱為“偏差”)就可以判別出P點(diǎn)與直線的相對(duì)位置。即:
當(dāng) =0時(shí),點(diǎn) 正好落在直線上;
當(dāng) >0時(shí),點(diǎn) 落在直線的上方;
當(dāng) <0時(shí),點(diǎn) 落在直線的下方。
從圖2—1看出,對(duì)于起點(diǎn)在原點(diǎn),終點(diǎn)為A( )的第Ⅰ象限直線OA來說,當(dāng)點(diǎn)P在直線上方(即 >0)時(shí),應(yīng)該向+x方向發(fā)一個(gè)脈沖,使機(jī)床刀具向+x方向前進(jìn)一步,以接近該直線;當(dāng)點(diǎn)P在直線下方(即 <0)時(shí),應(yīng)該向+y方向發(fā)一個(gè)脈沖,使機(jī)床刀具向+y方向前進(jìn)一步,趨向該直線;當(dāng)點(diǎn)P正好在直線上(即 =0)時(shí),既可向+x方向發(fā)一脈沖,也可向+y方向發(fā)一脈沖。因此通常將 >0和 =0歸于一類,即 ≥0。這樣從坐標(biāo)原點(diǎn)開始,走一步,算一次,判別 ,再趨向直線,逐點(diǎn)接近直線 ,步步前進(jìn)。當(dāng)兩個(gè)方向所走的步數(shù)和終點(diǎn)坐標(biāo)A( )值相等時(shí),發(fā)出終點(diǎn)到達(dá)信號(hào),停止插補(bǔ)。
對(duì)于圖2—1的加工直線OA,我們運(yùn)用上述法則,根據(jù)偏差判別函數(shù)值,就可以獲得如圖中折線段那樣的近似直線。
但是按照上述法則進(jìn)行 的運(yùn)算時(shí),要作乘法和減法運(yùn)算,這對(duì)于計(jì)算過程以及具體電路實(shí)現(xiàn)起來都不很方便。對(duì)于計(jì)算機(jī)而言,這樣會(huì)影響速度;對(duì)于專用控制機(jī)而言,會(huì)增加硬件設(shè)備。因此應(yīng)簡化運(yùn)算,通常采用的是迭代法,或稱遞推法,即每走一步后新加工點(diǎn)的加工偏差值用前一點(diǎn)的加工偏差遞推出來。下面推導(dǎo)該遞推式:
已經(jīng)知道,加工點(diǎn)的坐標(biāo)為( )時(shí)的偏差為:
若 ≥0時(shí),則向x軸發(fā)出一進(jìn)給脈沖,刀具從這點(diǎn)即( )點(diǎn)向x方向前進(jìn)一步,到達(dá)新加工點(diǎn)P( ), ,因此新加工點(diǎn)P( )的偏差值為
即:??????????????????????????????????????????????????????????????????????????????????????????????? (2-1)
如果某一時(shí)刻,加工點(diǎn)P( )的 <0,則向y軸發(fā)出一個(gè)進(jìn)給脈沖,刀具從這一點(diǎn)向y方向前進(jìn)一步,新加工點(diǎn)P( )的偏差值為
? 即:??
????????????????????????????????????????????????????? (2-2)
? 根據(jù)式(2—1)及式(2—2)可以看出,新加工點(diǎn)的偏差完全可以用前一加工點(diǎn)的偏差遞推出來。
綜上所述,逐點(diǎn)比較法的直線插補(bǔ)過程為每走一步要進(jìn)行以下4個(gè)節(jié)拍(步驟),即判別、進(jìn)給、運(yùn)算、比較。
(1) 判別。根據(jù)偏差值確定刀具位置是在直線的上方(或線上),還是在直線的下方。
(2) 進(jìn)給。根據(jù)判別的結(jié)果,決定控制哪個(gè)坐標(biāo)(x或y)移動(dòng)一步。
(3) 運(yùn)算。計(jì)算出刀具移動(dòng)后的新偏差,提供給下一步作判別依據(jù)。根據(jù)式(2—1)及式(2—2)來計(jì)算新加工點(diǎn)的偏差,使運(yùn)算大大簡化。但是每一新加工點(diǎn)的偏差是由前一點(diǎn)偏差 推算出來的,并且一直遞推下去,這樣就要知道開始加工時(shí)那一點(diǎn)的偏差是多少。當(dāng)開始加工時(shí),我們是以人工方式將刀具移到加工起點(diǎn),即所謂“對(duì)刀”,這一點(diǎn)當(dāng)然沒有偏差,所以開始加工點(diǎn)的 =0。
(4) 比較。在計(jì)算偏差的同時(shí),還要進(jìn)行一次終點(diǎn)比較,以確定是否到達(dá)了終點(diǎn)。若已經(jīng)到達(dá),就不再進(jìn)行運(yùn)算,并發(fā)出停機(jī)或轉(zhuǎn)換新程序段的信號(hào)。
下面以實(shí)例來驗(yàn)證圖2—1。設(shè)欲加工直線OA,其終點(diǎn)坐標(biāo)為 =5*, =3*,則終點(diǎn)判別值可取為 (終點(diǎn)判別方法詳見下述)。開始時(shí)偏差 ,加工過程的運(yùn)算節(jié)拍如表2—1所示。
圖2-2? 逐點(diǎn)比較法直線插補(bǔ)過程
表2-1?? 逐點(diǎn)比較法直線插補(bǔ)運(yùn)算舉例
|
序號(hào) |
???????????????????????????????????????????????? 工????????? 作????????? 節(jié)?????????? 拍 | |||
|
第1拍:判別 |
第2拍:進(jìn)給 |
第3拍:運(yùn)算 |
第4拍:比較 | |
|
1 |
F00=0 |
+?x |
F10= F00-ye=0-3= -3 |
E7= E8-1=7 |
|
2 |
F10(= -3)<0 |
+?y |
F11 = F10+xe= -3+5=2
|
E6= E7-1=6 |
|
3 |
F11(= 2)>0 |
+?x |
F21= F11-ye=2-3= -1 |
E5= E6-1=5 |
|
4 |
F21(= -1) <0 |
+?y |
F22= F21+xe= -1+5=4 |
E4= E5-1=4 |
|
5 |
F22(= 4)>0 |
+?x |
F32= F22-ye=4-3= 1 |
E3= E4-1=3 |
|
6 |
F32(= 1)>0 |
+?x |
F42 = F32-ye=1-3= -2 |
E2= E3-1=2 |
|
7 |
F42(= -2)<0 |
+?y |
F43= F42+xe= -2+5=3 |
E1=E2-1=1 |
|
8 |
F43(= 3)>0 |
+?x |
F53= F43-ye=3-3=0 |
E0=E1-1=0 |
|
|
|
|
|
到達(dá)終點(diǎn) |
二、 逐點(diǎn)比較法圓弧插補(bǔ)
加工一個(gè)圓弧,很容易聯(lián)想到把加工點(diǎn)到圓心的距離和該圓的名義半徑相比較來反映加工偏差。這里,我們以第Ⅰ象限逆圓弧為例導(dǎo)出其偏差計(jì)算公式。設(shè)要加工圖2—3所示第Ⅰ象限逆時(shí)針走向的圓弧,半徑為R,以原點(diǎn)為圓心,起點(diǎn)坐標(biāo)為A( ),對(duì)于圓弧上任一加工點(diǎn)的坐標(biāo)設(shè)為P( ),P點(diǎn)與圓心的距離 的平方為 ,現(xiàn)在討論這一加工點(diǎn)的加工偏差。
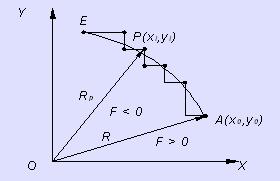
圖2-3? 圓弧插補(bǔ)過程
點(diǎn)擊進(jìn)入動(dòng)畫觀看逐點(diǎn)比較法圓弧插補(bǔ)???????????????????????????????????????????????????
若點(diǎn)P( )正好落在圓弧上,則下式成立:
若加工點(diǎn)P( )在圓弧外側(cè),則 >R,即:
若加工點(diǎn)P( )在圓弧內(nèi)側(cè),則
將上面各式分別改寫為下列形式:
(加工點(diǎn)在圓弧上)
(加工點(diǎn)在圓弧外側(cè))
?(加工點(diǎn)在圓弧內(nèi)側(cè))
取加工偏差判別式為:????????
運(yùn)用上述法則,利用偏差判別式,即獲得圖2—2折線所示的近似圓弧。
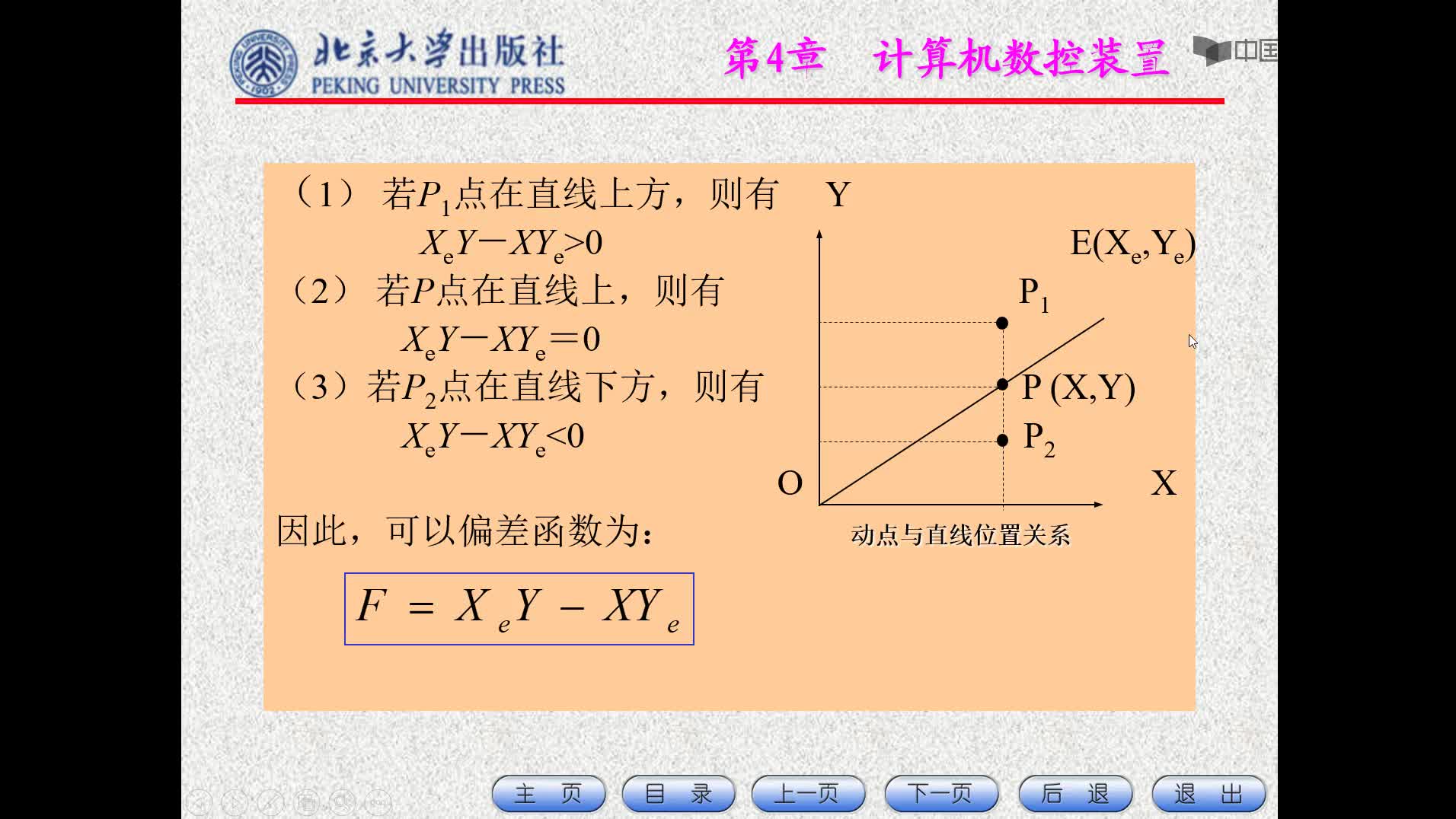
若P( )在圓弧外或圓弧上,即滿足 ≥0的條件時(shí),應(yīng)向x軸發(fā)出一個(gè)負(fù)向運(yùn)動(dòng)的進(jìn)給脈沖(—Δx),即向圓內(nèi)走一步。若P( )在圓弧內(nèi)側(cè),即滿足 <0的條件,則向y軸發(fā)出一個(gè)正向運(yùn)動(dòng)的進(jìn)給脈沖(+Δy),即向圓弧外走一步。為了簡化偏差判別式的運(yùn)算,仍用遞推法來推算下一步新的加工偏差。
設(shè)加工點(diǎn)P( )在圓弧外側(cè)或圓弧上,則加工偏差為
x坐標(biāo)需向負(fù)方向進(jìn)給一步(—Δx),移到新的加工點(diǎn)P( )位置,此時(shí)新加工點(diǎn)的x坐標(biāo)值為 ,y坐標(biāo)值仍為 ,新加工點(diǎn)P( )的加工偏差為:
經(jīng)展開并整理,得:??? (2-3)
設(shè)加工點(diǎn)P( )在圓弧的內(nèi)側(cè),則:<0
那么,y坐標(biāo)需向正方向進(jìn)給一步(+Δy),移到新加工點(diǎn)P( ),此時(shí)新加工點(diǎn)的x坐標(biāo)值仍為 ,y坐標(biāo)值則改為 ,新加工點(diǎn)P( )的加工偏差為:
,展開上式,并整理得:
綜上所述可知:當(dāng) ≥0時(shí),應(yīng)走—Δx,新偏差為 ,動(dòng)點(diǎn)(加工點(diǎn))坐標(biāo)為 , ;當(dāng) <0時(shí),應(yīng)走+Δy,新偏差為 ,動(dòng)點(diǎn)坐標(biāo)為 , 。
下面舉例說明插補(bǔ)過程。設(shè)欲加工第Ⅰ象限逆時(shí)針走向的圓弧(見圖2—4),起點(diǎn)A的坐標(biāo)是 ,終點(diǎn)E的坐標(biāo)是 ,終點(diǎn)判別值:
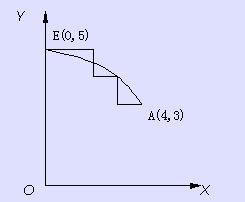
圖2-4? 圓弧實(shí)際軌跡
???? 圖2-5? 逐點(diǎn)比較法圓弧插補(bǔ)過程
加工過程的運(yùn)算節(jié)拍見表2—3,插補(bǔ)后獲得的實(shí)際軌跡如圖2—3折線所示。
可見,圓弧插補(bǔ)偏差計(jì)算的遞推公式也是比較簡單的。但計(jì)算偏差的同時(shí),還要對(duì)動(dòng)點(diǎn)的坐標(biāo)進(jìn)行加1、減1運(yùn)算,為下一點(diǎn)的偏差計(jì)算做好準(zhǔn)備。
和直線插補(bǔ)一樣,除偏差計(jì)算外,還要進(jìn)行終點(diǎn)判別計(jì)算。每走一步,都要從兩坐標(biāo)方向總步數(shù)中減去1,直至總步數(shù)被減為零(發(fā)終點(diǎn)到達(dá)信號(hào))時(shí)為止,才終止計(jì)算。?????????????????????????????????????????
??????? 表2-3? 逐點(diǎn)比較法圓弧插補(bǔ)運(yùn)算舉例?
|
序號(hào) |
工作節(jié)拍
| |||
|
第1拍:判別 |
第2拍:進(jìn)給 |
第3拍:運(yùn)算 |
第4拍:比較 | |
|
1 |
?? F=0 |
-△x |
????????? F=0-2*4+1=7 |
E=6-1=5(≠0) |
|
2 |
? F(=-7)<0 |
+△y |
????????? F=-7+2*3+1=0 ????????? x=3,y=3+1=4 |
E=5-1=4(≠0) |
|
3 |
? F=0 |
-△x |
???????? F=0-2*3+1=-5 ???????? x=3-1=2,y=4 |
E=4-1=3(≠0) |
|
4 |
?F(=-5)<0 |
+△y |
??????? F=-5+2*4+1=4 ??????? x=2,y=4+1=5 |
E=3-1=2(≠0) |
|
5 |
?F(=4)>0 |
-△x |
??????? F=4-2*2+1=1 ????? ? x=2-1=1,y=5 |
E=2-1=1≠0) |
|
6 |
?F(=1)>0 |
-△x |
????? ? F=1-2*1+1=0 ????? ? x=1-1=0,y=5 |
E=1-1=0(終止) |
?逐點(diǎn)比較法插補(bǔ)第Ⅰ象限直線和第Ⅰ象限逆圓弧的計(jì)算流程圖分別見圖2—4和圖2—5。
??????????? 
? 圖2-4? 直線插補(bǔ)計(jì)算流程圖? 圖2-5?? 圓弧插補(bǔ)計(jì)算流程圖
?
























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論