動(dòng)態(tài)
-
發(fā)布了文章 2022-05-10 00:38
PID原理和調(diào)試口訣
 (一)PID基本概述:3-1連續(xù)-時(shí)間PID控制系統(tǒng)1,PID是一個(gè)閉環(huán)控制算法。因此要實(shí)現(xiàn)PID算法,必須在硬件上具有閉環(huán)控制,就是得有反饋。比如控制一個(gè)電機(jī)的轉(zhuǎn)速,就得有一個(gè)測(cè)量轉(zhuǎn)速的傳感器,并將結(jié)果反饋到控制路線上,下面也將以轉(zhuǎn)速控制為例。2,PID是比例(P)、積分(I)、微分(D)控制算法。但并不是必須同時(shí)具備這三種算法,也可以是PD,PI,甚至只1.8k瀏覽量
(一)PID基本概述:3-1連續(xù)-時(shí)間PID控制系統(tǒng)1,PID是一個(gè)閉環(huán)控制算法。因此要實(shí)現(xiàn)PID算法,必須在硬件上具有閉環(huán)控制,就是得有反饋。比如控制一個(gè)電機(jī)的轉(zhuǎn)速,就得有一個(gè)測(cè)量轉(zhuǎn)速的傳感器,并將結(jié)果反饋到控制路線上,下面也將以轉(zhuǎn)速控制為例。2,PID是比例(P)、積分(I)、微分(D)控制算法。但并不是必須同時(shí)具備這三種算法,也可以是PD,PI,甚至只1.8k瀏覽量 -
發(fā)布了文章 2022-05-08 00:38
不銹鋼常用的幾種拋光方法
目前常用的不銹鋼拋光方法有以下幾種:1機(jī)械拋光機(jī)械拋光是靠切削、材料表面塑性變形去掉被拋光后的凸部而得到平滑面的拋光方法,一般使用油石條、羊毛輪、砂紙等,以手工操作為主,特殊零件如回轉(zhuǎn)體表面,可使用轉(zhuǎn)臺(tái)等輔助工具,表面質(zhì)量要求高的可采用超精研拋的方法。超精研拋是采用特制的磨具,在含有磨料的研拋液中,緊壓在工件被加工表面上,作高速旋轉(zhuǎn)運(yùn)動(dòng)。利用該技術(shù)可以達(dá)到R4.7k瀏覽量 -
發(fā)布了產(chǎn)品 2022-04-25 15:45
3-6軸馬鞍口五金件等焊接拋光控制系統(tǒng)
 產(chǎn)品型號(hào):DMC660M 控制軸:6軸 頻率:1Hz~200KHz/軸 電源:24V±20%直流輸入283瀏覽量
產(chǎn)品型號(hào):DMC660M 控制軸:6軸 頻率:1Hz~200KHz/軸 電源:24V±20%直流輸入283瀏覽量 -
發(fā)布了文章 2022-03-24 16:21
激光焊接時(shí)如何正確用“氣”?
保護(hù)氣體的作用在激光焊接中,保護(hù)氣體會(huì)影響焊縫成型、焊縫質(zhì)量、焊縫熔深及熔寬,極大多數(shù)情況下,吹入保護(hù)氣體會(huì)對(duì)焊縫產(chǎn)生積極的影響作用,但是也可能會(huì)帶來不利的作用。積極作用1)正確的吹入保護(hù)氣體會(huì)有效保護(hù)焊縫熔池減少甚至避免被氧化;2)正確的吹入保護(hù)氣體可以有效減小焊接過程中產(chǎn)生的飛濺;3)正確的吹入保護(hù)氣體可以促使焊縫熔池凝固時(shí)均勻鋪展,使得焊縫成型均勻美觀1.5k瀏覽量 -
發(fā)布了文章 2022-03-22 00:36
-
發(fā)布了文章 2022-03-19 00:37
激光焊接和電子束焊接:兩種焊接技術(shù)的并用
雖然激光焊接(LBW)以及電子束焊接(EBW)的擁護(hù)者們分別對(duì)其青睞的技術(shù)大加贊揚(yáng),但在許多情況下用戶的最佳選擇可能是同時(shí)采用這兩種技術(shù),尤其是在焊接復(fù)雜結(jié)構(gòu)以及滿足高品質(zhì)冶金需要的情況下更是如此。如果元件在設(shè)計(jì)時(shí)就考慮到要使用激光焊接和電子束焊接這兩種焊接技術(shù),那么在單個(gè)加工廠內(nèi)采用激光焊接和電子束焊接技術(shù)則可以簡(jiǎn)化加工過程,例如焊接傳感器、醫(yī)療裝置以及成3.1k瀏覽量 -
發(fā)布了文章 2022-03-18 00:38
激光填絲焊的應(yīng)用領(lǐng)域和案例分享
激光填絲焊相比于傳統(tǒng)焊接方法,激光焊接具有顯著的優(yōu)勢(shì)——熱輸入低、焊接速度快、熱影響區(qū)小、熱變形小等,近年來激光焊接得到了廣泛的使用,在汽車工業(yè)、船舶工業(yè)、核電工業(yè)、航天航空工業(yè)等高科技行業(yè)應(yīng)用的越來越廣泛,而且隨著成套設(shè)備成本的降低,在日常五金用品及其它生活相關(guān)領(lǐng)域的應(yīng)用開始迅速增長。為了適應(yīng)各行業(yè)發(fā)展的需求,激光焊接的方式方法也有改良進(jìn)步。激光填絲焊因其1.5k瀏覽量 -
發(fā)布了文章 2022-03-17 01:37
工藝升級(jí)之鈑金設(shè)計(jì)在激光焊接箱體結(jié)構(gòu)中的作用
在應(yīng)用工程師過往的工作中,也接觸過類似的樣件,而且我們也特別針對(duì)氬弧焊、氣保焊等傳統(tǒng)焊接和激光焊做過工藝優(yōu)勢(shì)的對(duì)比。工藝升級(jí)鈑金設(shè)計(jì)在激光焊接具有翻邊45°斜接接口箱體結(jié)構(gòu)中的應(yīng)用樣件示意圖對(duì)箱體結(jié)構(gòu)搭邊量的優(yōu)化圖2角焊縫搭邊量改進(jìn)如圖2、3所示,其中,t為板厚,a為搭接量占板厚的百分比,b為激光中心在板斷面的位置,α為激光傾角。圖3激光焊接搭邊量圖4搭邊量973瀏覽量 -
發(fā)布了文章 2022-03-13 00:37
伺服電機(jī)如何選擇脈沖、模擬量、通訊三種控制方式
伺服電機(jī)控制方式有脈沖、模擬量和通訊這三種,在不同的應(yīng)用場(chǎng)景下,我們?cè)撊绾芜x擇伺服電機(jī)的控制方式呢?一、伺服電機(jī)脈沖控制方式在一些小型單機(jī)設(shè)備,選用脈沖控制實(shí)現(xiàn)電機(jī)的定位,應(yīng)該是常見的應(yīng)用方式,這種控制方式簡(jiǎn)單,易于理解。基本的控制思路:脈沖總量確定電機(jī)位移,脈沖頻率確定電機(jī)速度。選用了脈沖來實(shí)現(xiàn)伺服電機(jī)的控制,翻開伺服電機(jī)的使用手冊(cè),一般會(huì)有如下這樣的表格3.8k瀏覽量 -
發(fā)布了產(chǎn)品 2022-03-11 16:49
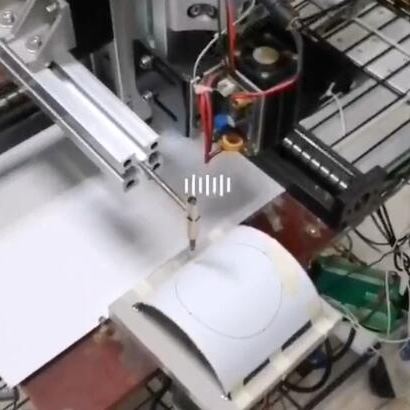
橢圓中心旋轉(zhuǎn)輪廓追蹤控制系統(tǒng)
 產(chǎn)品型號(hào):DMC630M 型號(hào):DMC630M 軸數(shù):3軸 模式:脈沖+方向145瀏覽量
產(chǎn)品型號(hào):DMC630M 型號(hào):DMC630M 軸數(shù):3軸 模式:脈沖+方向145瀏覽量