 如何使用CAN總線進行紙箱包裝機伺服運動控制系統設計的概述
如何使用CAN總線進行紙箱包裝機伺服運動控制系統設計的概述

本文敘述了紙箱包裝機的系統組成和主要技術參數以及控制方案,紙箱板供應過程的設計方案,通過對自動瓶裝包裝線中的紙箱包裝機生產過程進行分析和研究,并將西門子伺服運動控制系統運用到此設備中,通過CAN形式的現場總線與所有驅動伺服進行通訊。并對此種控制系統的優勢進行了說明。
引 言
隨著包裝技術的日益發展,包裝電子裝備不斷增加,進而帶來包裝綜合控制系統中大量的信號需實時交換的問題,傳統線束已遠遠不能滿足這種要求,因而,越來越多的包裝采用控制器局域網(CAN)。但是,CAN總線只定義了開放式系統互連參考模型(OSI)中的物理層和數據鏈路層,一般用戶必須直接用驅動程序操作鏈路層,不能直接滿足復雜控制網絡的組態和產品互連要求。CANopen作為一種真正開放的CAN高層協議,實現不同的CAN設備以標準化的方式進行通信,使得CAN設備具有互操作性。隨著CANopen協議的日益完善,它已經廣泛應用于多個行業。
熱收縮膜的包裝形式具有安全性、可靠性、便于運輸和銷售等特點,先已被國內的飲料行業廣泛使用。但在啤酒的生產過程中所使用的玻璃瓶碰撞后瓶身及易損,由于使用熱收縮膜的包裝形式的局限性也不能完全的解決啤酒行業及其他相關玻璃瓶包裝行業的生產需求。因此,采用紙箱包裝是飲料、啤酒的高檔次、高規格的包裝,也很容易解決長途運輸帶來的問題,有效的彌補了熱收縮膜包裝形式的缺陷,兩者相輔相成,是現代飲料、啤酒包裝行業不可或缺的兩種包裝形式。以前我國的紙箱包裝機一直處在35箱/min的包裝能力水平,僅僅只能滿足2萬瓶/h的飲料、啤酒包裝生產線需求。本文對現有的裝箱機技術,進行改進升級,吸取國內外的裝箱機特點,運用伺服運動控制系統成功的開發了具有60箱/min生產能力的全自動紙箱包裝機,有效的解決了飲料、啤酒行業的產量需要。
1.紙包裝機的技術結構和工作原理
1.1控制系統的組成
科時敏的R60紙箱包裝機采用的是B&R(貝加萊)控制系統,主控PLC采用CP476通過CAN形式的現場總線與所有驅動伺服進行通訊,上位機面板采用的是PP451,也是通過CAN總線的方式連接,并采用EX470擴展遠程IO。
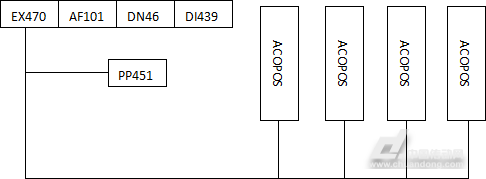
圖1 紙箱包裝機B&R控制系統圖
將上位PP451的IP地址號設置為01;3IF771.9通訊卡的CAN總線地址號設置為09;推倒瓶的伺服驅動器CAN總線的地址號設置為01;分瓶1器伺服驅動器CAN總線的地址號設置為02;分瓶器2的伺服驅動器的CAN現場總線地址設置為03;出口處的伺服驅動器CAN總線地址設置為04;吸紙板伺服驅動器CAN總線的地址號設置為05;EX470總線控制器的CAN總線地址設置為C6;各設備上所設置的CAN總線地址與設備上設置的地址要絕對的正確,否則控制系統將不能正常的運行。在正常的情況下,控制系統在上電后,IF771的CAN通訊指示燈將會快速的閃爍,各伺服驅動器上的AC110通訊卡的兩個通訊指示燈也將保持常亮狀態,否則說明通訊不正常。
1.2自動紙箱包裝機的組成及工作原理
自動紙箱包裝機主要包括:瓶輸送、紙板供給、取紙箱板、紙箱板傳送、分瓶、推瓶、紙箱折疊成型、封箱粘合、噴膠等部分組成。
紙箱板供給主要由紙箱板儲存庫、紙箱板水平輸送、紙箱板等待工位、紙箱板供給副托叉、紙箱板供給主托叉和檢測開關等部分組成。其主要功能是完成對包裝機紙箱板的供給,對高速包裝機的紙箱板供給應該連續,使紙箱板的供給更加的暢順。
瓶輸送主要分為兩部分,一部分是通過變頻器來控制電動機的運行速度,將輸送線上的瓶按要求有規律的輸送,通過缺瓶檢測保障瓶的連續供應;另一部分是通過主驅動器驅動機械部分傳送.按主電機的運行速度進行瓶的輸送。
取紙板是通過伺服電機進行驅動的,以從動軸的方式與主軸電機同步運行,并安裝有兩組吸盤,兩組吸盤交替動作用于取紙板,從而達到高速取紙板的功能。分瓶是通過1號和2號分瓶的伺服電動機及主驅動的電動機完成控制的,并將瓶有順序的分成3×4一組。
紙板傳送部分是將吸取的紙板通過若干工位傳輸到上瓶的位置處,由主驅動提供動力,雙層紙板和缺紙板的檢測主要用于保障紙板的供給。
推瓶部分的主要作用是用于分瓶后的整理,用推瓶桿將瓶推倒,當瓶經過無動力過度板時,將瓶進行緊密排列,從而提高包裝的質量。
紙箱經折疊成型、噴膠和封箱步驟完成飲料或啤酒的包裝,根據紙箱的構造,確定噴膠的準確位置,封箱的適度進行調整,從而確保封箱質量。圖2所示為紙包機的工作流程圖。
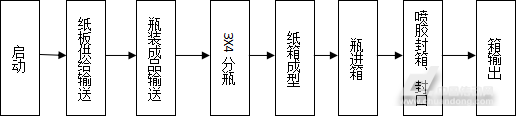
圖2 R60自動紙箱包裝機生產流程圖
2.控制系統設計
2.1主控制器
主控制器主要進行模擬量控制、傳感器控制、光源控制、傳動控制、定位控制、氣動控制、工藝參數、工藝過程、運行故障、產品質量和安全防護等部分的控制。采用PLC可編程邏輯控制器和相關的輔助系統來完成系統的實時性和準確性控制。
2.2多電機同步技術與伺服技術
包裝物品是通過主傳動系統進行傳送,各種包裝的輔助材料是通過供送系統進行傳送,它們之間的相互動作需協調配合,控制上也應保持一致。多電機伺服控制系統采用PLC進行控制,機器設備各工位間的檢測通過外圍的各工位接近開關完成,從而實現無觸點信號的輸入和控制系統的電、光、機和氣的協調動作。通過適度的調整分瓶器和封箱、噴膠、整型氣缸的位置,可以進行不同規格紙箱的包裝。
2.3操作系統設計
通過變頻技術和人機界面的應用,使包裝設備可在手動、自動和調試模式等不同的工作方式下,控制設備以不同速度進行運行。變頻器通過RS-485接口進行通信,可在人機界面上顯示和設定相關參數。
3.控制系統方案
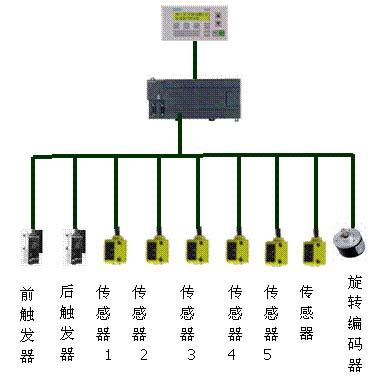
自動紙箱包裝機控制系統主要包括:PP451人機界面、運動控制器EX470、檢測元件、伺服驅動器、執行元件和伺服電機等。運動控制器EX470是通過CAN總線來控制伺服驅動器的,完成對伺服電機的實時控制。
機器位置的運行檢測和包裝周期都是通過伺服控制設定的。伺服電機的一側安裝有編碼器,根據接收旋轉編碼器的脈沖反饋信號,與伺服電機構成閉環控制。編碼器選取增量型編碼器。通過編碼器接口將數據傳送到EX470,將接收數據進行處理表明機器的實際運行位置。在紙箱的包裝過程中,推瓶的桿每推出一組瓶就完成了一次包裝,在推瓶桿經過處的一側安裝一檢測開關,利用對EX470記錄的編碼器數據清零。在每一次包裝周期中,取紙板、放紙板和分瓶等動作的位置數據都與EX470中的編碼器數據進行一一比對,根據對比的數據控制機器的每一個動作。
3.1分瓶電機控制系統
分瓶電機驅動是分瓶電機分別驅動兩組擋瓶的爪手。在包裝機上,包裝段上的瓶傳輸是通過主驅動電機來實現的。分瓶是將規律排列緊密的瓶分隔成3×4組或其它規格的組合瓶組。在兩組分瓶器電機的傳送鏈上,分別安裝了等距離的兩組擋瓶爪,兩電動機快慢的交替運行。將排列好的瓶分成3×4一組,然后通過主電機傳輸到下一工位。
分瓶電動機控制。兩個分瓶電動機進行有規律的交替運行。是以主電動機的脈沖數作為同步控制信號(X方向),分瓶的電動機自身脈沖數(Y方向),按照提前設定好的運動軌跡進行運行,只有在主電動機運動的情況下,分瓶電動機作為從電動機按特定的軌跡同步運行。
分瓶電動機同步參數的設定決定了分瓶電動機按照特定規律進行運行,運行的起始位都要有個參考位,此處可在人機界面上進行設定。
3.2紙箱板供給系統
紙箱板供給系統主要包括:紙箱板垂直供給和紙箱板水平供給兩部分。
紙箱板垂直供給部分。紙箱板垂直供給是通過垂直供給電動機進行驅動的,一臺電動機驅動一個主托叉,另一臺電動機驅動副托叉。垂直紙箱板的供給主要是通過電動機驅動主托叉供給紙箱板。當紙箱板的供應數量減少到一定數量時,通過副托叉來托住剩余的紙箱板,然后主托叉向下降到等待紙箱板的位置,當紙箱板向上托起到位后。撤出副托叉通過主托叉正常進行供給,直到完成一組紙箱板的補充。
紙箱板水平供給裝置。通過水平供給的驅動電機,通過不斷的檢測供箱板輸送鏈上的實時狀態,控制輸送電機。將箱板從最初始的堆放位置,輸送給箱板的等待工位位置。當副托叉向上托住紙箱板后,主托叉向下運動到初始的位置,然后控制電動機將等待工位的紙箱板送到垂直的工位位置,完成一次水平供給紙箱板的過程。
3.3取紙箱板系統組成和控制系統
取紙箱板系統組成。取紙箱板系統主要包括:同步齒型帶、驅動軸和被動軸等三部分組成。同步齒型帶上安裝有兩組空氣吸盤,當伺服電動機與主驅動的電動機進行同步的往返運行,從而達到高速的自動取紙箱板的功能。
取紙箱板控制系統的核心是進行伺服電動機的控制。伺服電動機驅動的同步齒型帶,在同步齒型帶安有兩組吸盤,用于取紙板動作。伺服電動機的正轉運行,在第l組吸盤到達放紙板的位置時,向下釋放紙箱板,與此同時第2組吸盤也開始動作,到達吸紙箱板的位置后吸紙箱板,完成取紙箱板的一個周期。伺服電動機的反轉,在第2組吸盤到了放紙板的位置時,向下釋放紙箱板,同時在第1組吸盤到達吸紙箱板的位置時向上吸紙箱板,完成一次取紙箱板的活動周期。
3.4噴膠控制
噴膠控制也是該機器的一大難點,在0~360度范圍內當檢測到有紙板到達噴膠機的位置時,判斷主軸在0~360度范圍內旋轉到一定角度后打開噴膠電磁閥開始噴膠,到達另一角度后關閉噴膠電磁閥。而且由于噴膠電磁閥動作的滯后性,在不同生產機速下要設置不同的前潰補償量。
結 論
在高速紙箱包裝機上運用伺服運動控制系統使控制系統更加精準、更加靈活、更加完善和可靠穩定。新一代運動控制器增加了很多實用的功能,降低了使用者的編程難度,在一些控制要求較高的機械上可以真正體現出它的優勢。使用伺服電動機不僅可有效的降低了機械對設備的沖擊損害,而且還可大大降低使用傳統控制方式帶來的設備故障率。
-
控制器
+關注
關注
114文章
17100瀏覽量
184224 -
控制系統
+關注
關注
41文章
6780瀏覽量
112157 -
CAN
+關注
關注
57文章
2919瀏覽量
467761
原文標題:基于CAN總線的紙箱包裝機伺服運動控制系統設計
文章出處:【微信號:GKYXT1508,微信公眾號:工控云學堂】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
西門子伺服運動控制系統在全自動紙箱包裝機的應用
oMRON小型PLC在食品包裝機械控制系統中的應用
包裝機械設計中的控制技術
基于DSP的自動包裝機控制系統的軟件設計
WEINVIEW觸摸屏、和利時plc在包裝機械方面的應用

PLC在稱重式自動定量包裝機上的應用
全自動包裝機PLC控制系統設計

承德科勝50公斤玉米包裝機|小麥包裝機|河北包裝機
承德科勝茶葉包裝機,紅茶包裝機|河北包裝機
用于啤酒包裝生產現場的滿箱檢驗機控制系統設計
采用INTERBUS現場總線對煙廠包裝機進行改造與設計研究
基于iDrive智能伺服控制器和iPack2000的多軸伺服枕式包裝機控制系統






 工商網監
工商網監
評論