 通過滑動平均濾波器解決數控系統加減速控制的跳變問題
通過滑動平均濾波器解決數控系統加減速控制的跳變問題
引 言
加減速控制是數控系統的核心技術。常用的加減速控制方法有直線加減速、指數加減速、S形曲線加減速等方法。直線加減速方法和指數加減速方法雖然計算量小,編程簡單,但是在加減速階段存在加速度突變的現象,導致機床產生劇烈振動,不適合用于數控機床的高速加工。常用S形曲線加減速通過限制加加速度來控制加速度的突變現象,然而傳統的S形曲線加減速控制方法利用多項式表示法將整個速度規劃分為5個或7個階段,然后在每個階段內進行討論,計算量大,編程復雜。
本文通過在直線加減規劃之后,通過滑動平均濾波器來解決加速度的跳變問題,在不改變原有程序結構的情況下,實現了和S形曲線等效的加減速效果。
1 基于滑動平均濾波的速度規劃算法
基于滑動濾波技術的速度規劃算法就是在傳統的直線加減速的算法后面串聯一個滑動平均濾波器對速度進行平滑的速度規劃方法。這種速度規劃方法分為兩大部分:直線加減速規劃部分和滑動平均部分(圖1)。
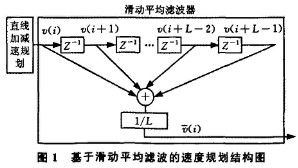
圖1 基于滑動平均濾波的速度規劃結構圖
1.1 直線加減速
考慮在ent[S/(υmaxTs)]>na(Ts為采樣時間,na為加速(減速)所需的采樣周期個數,S為加工路徑長度,υmax為速度最大值)的情況下,直線加減速的輪廓曲線如圖2所示。
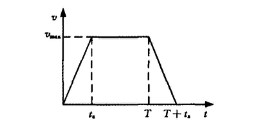
圖2 直線加減速規劃速度輪廓圖
假設第i個采樣周期末的瞬時速度為υ(i),第i個采樣周期的位置增量為△S(i),運動的總長度為S,加速度為a,則有
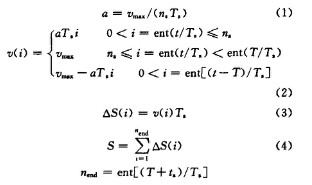
同時可以知道,加速度a在t分別為0、ta、T、T+ta的時刻存在跳變,這種跳變導致機床的振動。
1.2 滑動平均濾波
在直線加減速規劃后面串聯一個長度L(L是滑動平均濾波器的階次(長度))的滑動平均濾波器,通過對前L個速度數據進行累加平均,然后隨著新的規劃數據的加入,老的速度規劃值被移出。記滑動濾波器的第i個采樣周期末的速度為υ(i),加速度為a(i)那么可以得到

2 幾個相關定理
定理1(位置不變性) 對直線加減速做滑動平均濾波規劃和直線加減速規劃的位置相等。
證明:記直線加減速規劃、直線加減速濾波后的位置分別為
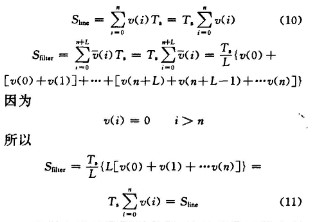
因為υ(i)=0,i>n,所以
從以上推導還可以看到,濾波器只需要速度信息,而不需要速度是如何規劃的,所以滑動濾波器不僅適用于直線加減速規劃,對其他方法也適用,于是可以得到下面的推論。
推論1 對任何速度規劃法得到的速度進行滑動平均濾波,其規劃位置均保持不變。
定理2( 等效性) 對直線加減速做滑動平均規劃和S形加減速規劃等效。
證明:
(1)S形加減速的加速度。S形加減速規劃分為5段:加加速段、減加速段、勻速段、加減速段、減減速段。假設加速度從0增達到最大值和從最大值減小至0的時間相等,加速時間ts=2nsTs,減速時間td=2ndTs,其中,ns表示加速時,加速度從。達到最大值的采樣周期數,nd表示減速時,加速度從0達到最大值時的采樣周期數,最大速度為υmax,加速段的加加速度和加速度最大值分別為Js、αsmax,減速段的加加速度和加速度最大值分別為Jd、αdmax。
假設第i個采樣周期末時刻的速度為υ(i),加速度為α(i),位置增量為ΔS(i),運動的總長度為S。則有
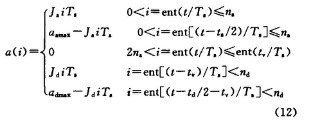
從式(12)可以看出,加速度α(i)是分段函數,但在相鄰區間是連續的,即不存在跳變,有效地克服了機床的振動。
(2)基于滑動平均濾波速度規劃的加速度。不失一般性,只考慮i∈[0 L]的情形,其余時刻類推。
由式(7)可知,當0≤i≤L時有
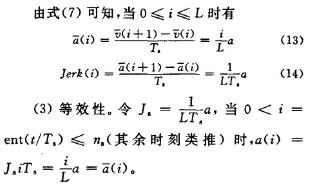
(3)等效性。令Js=,當0<i=ent(t/Ts)≤ns(其余時刻類推)時,α(i)=JsiTs==a(i)。
(4)規劃結束及濾波補償。在直線加減速規劃后要做濾波補償,將濾波器里的速度值完全放出,以保證位置不變。
(5)運動結束。當濾波器里的值完全放出后,表示全部運動結束,并將所有標志置為結束。
可以看出,對直線加減速滑動濾波和S形加減速的加速度是等效的,從而可知本方法的加速度也是連續變化的,可以有效克服機床的振動。
3 基于滑動平均濾波的速度規劃算法的軟件設計與實現
該方法的軟件實現分為以下幾個步驟(圖3):
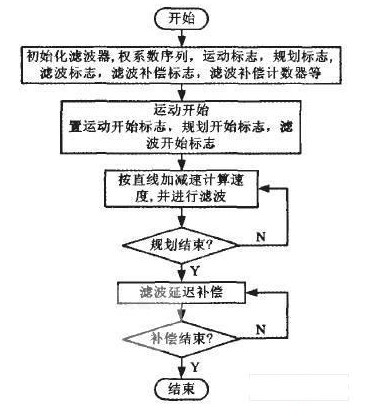
圖3 本文方法程序流程圖
(1)初始化。在運動開始前,初始化運動開始/結束標志,規劃開始/結束標志,濾波開始/結束標志,濾波延遲補償標志,濾波器數組等。
(2)運動開始。將運動標志及相關標志置為開始。
(3)正常規劃及濾波。① 做直線加減速規劃;②對直線加減速規劃得出的速度做滑動平均處理。
(4)規劃結束及濾波補償。在直線加減速規劃后要做濾波補償,將濾波器里的速度值完全放出,以保證位置不變。
(5)運動結束。當濾波器里的值完全放出后,表示全部運動結束,并將所有標志置為結束。
4 實驗結果及分析
為了驗證該本文算法的有效性,在本所自主開發的數控系統GJ-310上做了相關實驗,其實驗條件和結果分別如下:
(1)直線加減速實驗。直線加減速所采用的參數如下:最大速度υmax=10m/min,Ts=2ms,加減速時間為80ms。圖4中曲線3是從(0,0)運行到(30,0)mm的速度輪廓曲線。
(2)S形加減速實驗。直線加減速所采用的參數如下:最大速度υmax=10m/min,Ts=2ms,加減速時間為120ms。圖4中曲線2是從(0,0)運行到(30,0)mm的速度輪廓曲線。
(3)直線加滑動濾波加減速實驗。直線加減速參數和實驗(1)完全相同,濾波器長度L=20,圖4中曲線3是該方法從(0,0)運行到(30,0)mm的速度輪廓曲線。
比較圖4中的三條曲線發現,S曲線速度規劃和本文提出的速度規劃方法均有效地解決了加減速在啟/停時加速度存在跳變的問題。同時發現只要選擇適當濾波器長度,可以得到和S形加減速規劃等效的速度曲線。
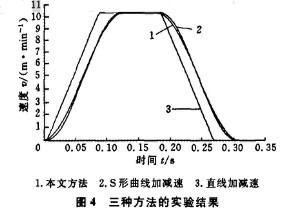
圖4 三種方法的實驗結果
5 結 論
本文揭示了直線加減速會使機床產生振動的本質是加速度產生跳變,用濾波技術解決了直線加速度的跳變問題,探索了一種速度規劃新方法。本文先從原理上證明了基于濾波原理的速度規劃和傳統的S形加減速是等效的,然后給出了如何實現這一方法的軟件實現步驟和實驗結果。本文方法還具有如下優點:①易于實現;②向前兼容性好,無需改變以前軟件結構;③可以和其他速度規劃方法結合使用,因為本文方法只需要原始速度信息,不對原始速度的產生有附加限制。研究結果為采用濾波技術來解決原有數控系統的振動間題提供了理論基礎和軟件實現方法。
-
濾波器
+關注
關注
162文章
8065瀏覽量
180955 -
數控系統
+關注
關注
5文章
263瀏覽量
24772
發布評論請先 登錄





 工商網監
工商網監
評論