 焊錫膏如何悄悄決定波峰焊的焊接質量?從這五個方面看懂門道
焊錫膏如何悄悄決定波峰焊的焊接質量?從這五個方面看懂門道
在波峰焊的焊接過程中,焊錫膏就像看不見的 “幕后導演”,默默掌控著焊點的好壞。別小看這一罐罐銀色膏體,它的成分、狀態和特性,從多個層面影響著最終的焊接效果。下面用通俗的語言,帶您看懂焊錫膏的 “隱形影響力”。
一、“核心配方”:金屬粉末與助焊劑的黃金搭檔
焊錫膏由兩部分組成:金屬合金粉末(比如錫鉛、無鉛的錫銀銅等)和助焊劑。金屬粉末的比例直接決定焊點的 “體質”:
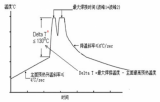
1,熔點匹配度:如果焊錫膏的熔點(比如無鉛錫膏約 217℃)和波峰焊機的溫度(通常 240-260℃)相差太大,要么熔不透形成 “假焊”(表面粘住但內部沒融合),要么過熱導致焊點發脆易開裂。
2, 金屬純度:雜質多的焊錫膏(比如含鉛量不穩定),焊點表面會像 “長麻子” 一樣粗糙,甚至形成脆弱的合金層,輕輕一掰就斷開。
助焊劑則像 “清道夫”,如果它的 “去氧化能力” 太弱,焊盤和元件引腳上的銹跡沒去掉,焊點就會虛焊;但如果 “脾氣太烈”(高活性助焊劑),又可能腐蝕元件,留下長期隱患。
二、“顆粒粗細”:太粗太細都麻煩
焊錫膏里的金屬粉末顆粒大小,就像面粉的粗細:
1,顆粒太粗(比如超過 75 微米),就像在蛋糕里加了粗沙子,印刷時容易堵網板,焊盤上的錫膏要么 “缺一塊”(少錫),要么 “鼓一包”(堆積),焊接時容易出現焊點不均勻、橋連(相鄰焊點連在一起)。
2,顆粒太細(比如小于 25 微米),粉末表面積大,容易提前氧化,就像面粉暴露在空氣中久了會結塊,印到板子上的錫膏可能 “沒活力”,熔化后焊點表面坑坑洼洼,甚至產生氣泡。
三、“稀稠度”:黏度合適才能 “服帖”
焊錫膏的黏度,類似芝麻醬的稠度:
1,黏度過高(像沒加水的芝麻醬),印刷時刮不動,錫膏堆在網板上,焊盤上的量不夠,焊接后焊點 “瘦巴巴”,容易脫落;
2,黏度過低(像加太多水的芝麻醬),錫膏會流得到處都是,本該印在 A 焊盤的膏體流到 B 焊盤,焊接時就會 “串門”,造成短路。
合適的黏度讓錫膏像 “橡皮泥” 一樣,精準地趴在焊盤上,既不塌陷也不粘連,這是完美焊點的基礎。
四、“活性與殘留”:清潔力和 “后遺癥” 的平衡
助焊劑的 “活性”,決定了它去除氧化膜的能力:
1,活性不足:就像用沒洗干凈的抹布擦桌子,焊盤上的氧化層沒去掉,焊錫膏熔化后無法緊緊 “咬住” 焊盤,形成虛焊(看起來焊上了,實際一碰就掉)。
2,活性過強:雖然洗得干凈,但殘留的助焊劑可能像 “腐蝕性藥水”,時間長了會慢慢侵蝕焊點和元件,尤其是高溫高濕環境下,可能導致短路。
好的焊錫膏會在 “清潔力” 和 “溫和度” 之間找到平衡,焊接后殘留少且無腐蝕,即使不清洗也能長期穩定。
五、“儲存與使用”:細節決定成敗
焊錫膏是 “嬌氣” 的材料,儲存和使用不當會直接 “鬧脾氣”:
1,溫度濕度不對:長期放在常溫下(比如超過 25℃),助焊劑會慢慢失效,就像面包過期會發霉;濕度太高(超過 60%),金屬粉末會受潮,焊接時產生大量氣泡(焊點里有小空洞)。
2,開封后沒用完:反復解凍、長時間暴露在空氣中,錫膏會變干、變稠,印刷時 “不聽話”,要么印不上去,要么印出來厚薄不均,焊點自然好不了。
3,攪拌沒到位:錫膏用前需要攪拌,讓金屬粉末和助焊劑充分混合,否則可能出現 “分層”,有的地方助焊劑多(焊點發白、殘留多),有的地方金屬多(焊點過厚、易短路)。
小結:選對焊錫膏,焊接少煩惱
焊錫膏對波峰焊的影響,就像食材對菜肴的影響:好的 “食材”(合適的成分、顆粒、黏度)加上正確的 “烹飪方法”(儲存、使用得當),才能做出 “美味” 的焊點(飽滿、光滑、可靠)。初入行業的朋友記住:選焊錫膏時,先看自己的產品需求(是需要耐高溫的汽車電子,還是低成本的消費電子),再關注熔點、活性、顆粒度等關鍵參數,最后做好儲存和使用細節,就能從源頭減少焊接缺陷,讓波峰焊的效果更穩定。
-
助焊劑
+關注
關注
3文章
135瀏覽量
11494 -
波峰焊
+關注
關注
12文章
320瀏覽量
19021 -
焊錫膏
+關注
關注
1文章
101瀏覽量
11214 -
活性
+關注
關注
0文章
2瀏覽量
7847
發布評論請先 登錄
什么是波峰焊,如何使PCBA組裝自動焊接
微談波峰焊料對焊接質量的影響
波峰焊操作流程及焊接的基本工藝
波峰焊連錫的原因是什么_如何減少波峰焊連錫

淺談一下無鹵焊錫膏是否可以取代無鉛焊膏?


進行錫焊時,需要使用焊錫膏嗎?

SMT貼片加工焊錫膏印刷如何做好?

波峰焊與回流焊焊接方式的區別

影響激光焊錫膏較佳狀態的因素






 工商網監
工商網監
評論