 激光焊接都有哪些常見的工藝參數
激光焊接都有哪些常見的工藝參數
激光焊接作為一種新型焊接技術,具有高能量密度、高速度、高精度、深穿透、適應性強等特點,在材料加工領域發揮著重要作用。激光焊接過程中常見的工藝參數主要包括以下幾個。
1. 功率密度
功率密度是激光加工中最關鍵的參數之一。采用較高的功率密度,在微秒時間范圍內,材料表層即可加熱至沸點,產生大量汽化,這對于材料去除加工,如打孔、切割、雕刻十分有利。對于較低功率密度,表層溫度達到沸點需要經歷數毫秒,在表層汽化前,底層達到熔點,易形成良好的熔融焊接。因此,在傳導型激光焊接中,功率密度范圍通常在10^4~10^6W/cm2。
2. 激光脈沖波形
激光脈沖波形在激光焊接中是一個重要參數,尤其對于薄片焊接更為重要。當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。
 ▲不同材質的激光焊接脈沖波形
▲不同材質的激光焊接脈沖波形
3. 激光脈沖寬度
脈寬是脈沖激光焊接的重要參數之一,它既是區別于材料去除和材料熔化的重要參數,也是決定加工設備造價及體積的關鍵參數。脈寬由熔深與熱影響區確定,脈寬越長熱影響區越大,熔深隨脈寬的1/2次方增加。
4. 離焦量
激光焊接通常需要一定的離焦量,因為激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離焦方式有兩種:正離焦與負離焦。焦平面位于工件上方為正離焦,反之為負離焦。正負離焦平面與焊接平面距離相等時,所對應平面上的功率密度近似相同,但實際上所獲得的熔池形狀有一定差異。負離焦時,可獲得更大的熔深;焊接薄材料時,宜用正離焦。
5. 焊接速度
焊接速度決定了焊接表面質量、熔深、熱影響區等。焊接速度的快慢會影響單位時間內的熱輸入量。焊接速度過慢,則熱輸入量過大,可能導致工件燒穿;焊接速度過快,則熱輸入量過小,可能造成工件焊不透。
6. 輔助吹保護氣
輔助吹保護氣在高功率激光焊接中是必不可少的一道工序。一方面是為了防止金屬材料濺射而污染聚焦鏡;另一方面是為了防止焊接過程中產生的等離子體過多聚焦,阻擋激光到達材料表面。激光焊接過程常使用氦、氬、氮等氣體保護熔池,使工件在焊接過程中免受氧化。保護氣體種類、氣流大小、吹氣角度等因素對焊接結果有較大影響,不同的吹氣方法也會對焊接質量產生一定的影響。
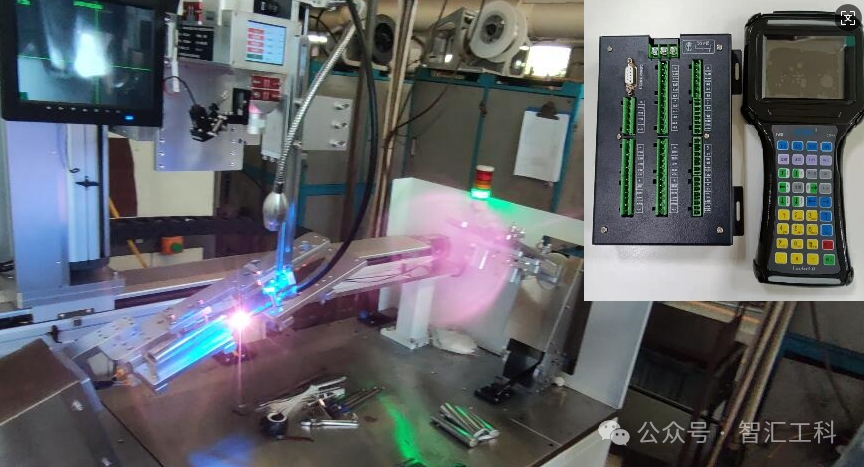 ▲CRT激光焊接系統
▲CRT激光焊接系統
綜上所述,激光焊接的工藝參數眾多,且相互之間存在復雜的關系。在實際應用中,結合CRT-DMC2600ML激光焊接示教系統,需要根據具體的焊接需求和材料特性,合理選擇和調整這些參數,以獲得最佳的焊接效果。
審核編輯 黃宇
-
激光焊接
+關注
關注
4文章
543瀏覽量
21456
發布評論請先 登錄

激光焊接技術在焊接渦輪風扇工藝中的特點

激光錫球焊工藝參數對焊接質量的嚴格把控
激光焊接技術在焊接鈦金屬的工藝應用案例
激光焊接機在焊接剃須刀片的工藝流程















 工商網監
工商網監
評論