 功率模塊中的激光焊接技術簡介
功率模塊中的激光焊接技術簡介
功率模塊中的激光焊接技術
簡介
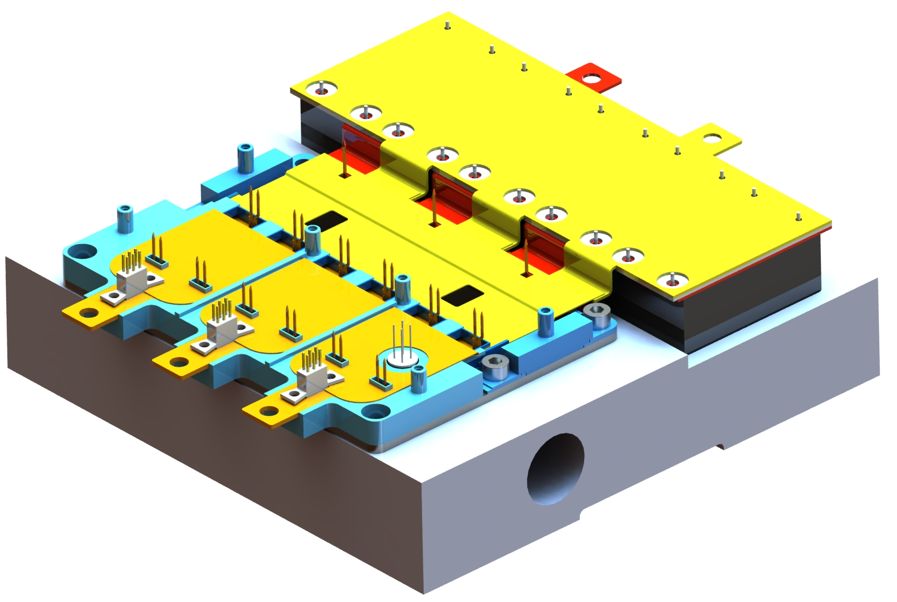
隨著我國新能源行業的迅猛發展,功率模塊作為新能源汽車的能量轉換的重要裝置,其重要性不言而喻,并且功率模塊也在朝著耐高壓、耐大電流、高功率密度和高可靠性的方向發展。因此,推出一種最新的一體化逆變磚技術,具有更高的功率密度,更高的可靠性。
一體化逆變磚技術
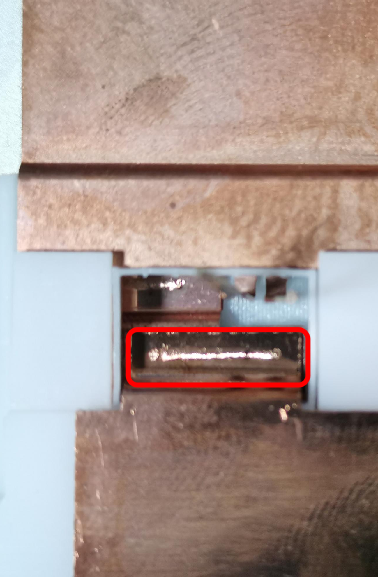
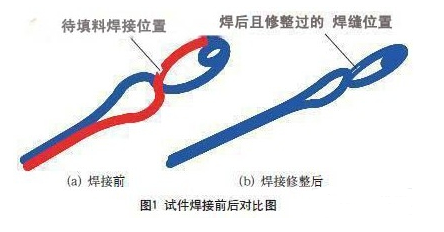
功率模塊生產中運用了一種新型連接技術——激光焊接技術。激光焊接是利用高能量密度的激光將焊接件熔化并結合的技術,相比于傳統焊接技術,激光焊接技術具有能量密度高、加熱區域小、焊縫深寬比大、熱影響區窄、變形小、生產效率高、控制靈活等優勢,但是,需要把控激光焊接過程中的溫度,以免對模塊產生影響;需要保障連接處質量,能夠抵抗外部隨機激勵的干擾。
模塊中的激光焊接

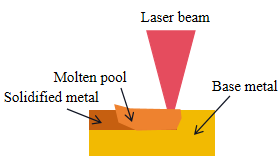
熱傳導焊和深熔焊
激光焊接按照功率密度大小分為熱傳導焊和深熔焊。當激光功率密度在104-106W/cm2范圍內時,金屬表面開始熔化,稱為熱傳導型焊接,適用于薄的焊接件。當激光功率密度超過106W/cm2時,金屬表面溫度達到沸點,并且在氣化壓力的作用下,熔池凹陷形成小孔,稱為深熔焊接,適用于較厚的焊接件。其中功率模塊中的銅排厚度薄一般小于1mm,所需的功率密度低,采用熱傳導焊技術。
激光熱傳導焊
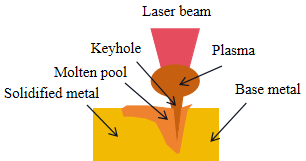
激光深熔焊
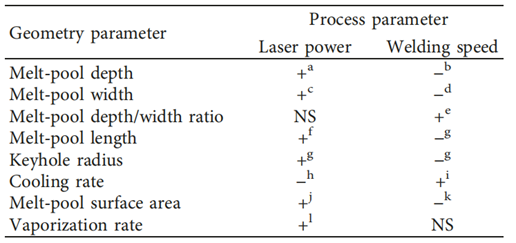
激光焊接的工藝影響因素
01激光功率密度
在脈沖激光焊中,功率密度表示單位面積內的激光功率,主要影響焊件的升溫速度,功率密度越大,焊件升溫速度越快,但是功率密度不能太高,可能會導致焊件被燒穿。
02脈沖能量、脈沖寬度
脈沖激光焊接中,脈沖能量越大,焊件溫度提升越快,焊件的熔化量越多。脈沖寬度表示的是一個激光脈沖時間,脈沖寬度的大小主要影響焊件的加熱時間,從而影響焊縫的深度。
03焊接速度
脈沖激光焊接中,焊接速度的大小影響單位時間內激光輸入的能量,相同功率密度條件下,焊接速度快的焊件能量小,焊縫熔深小,所以適當降低焊接速度可以擴大熔深。
04離焦量
離焦量是指焊接件表面離激光焦點之間的距離,在其他相同條件下,一般離焦量越大焊接熔深越小。
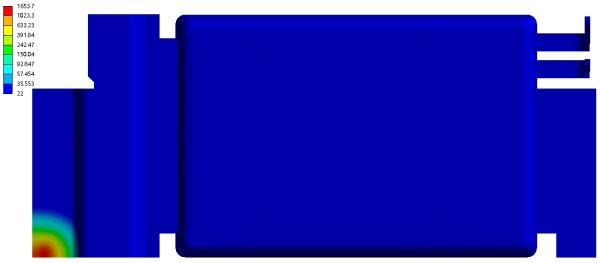
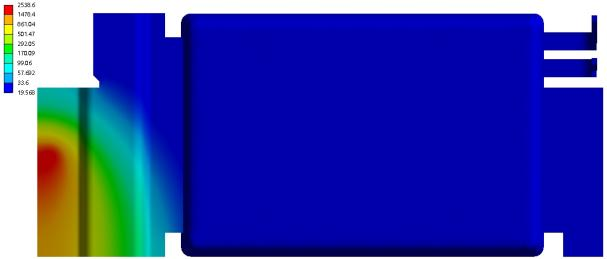
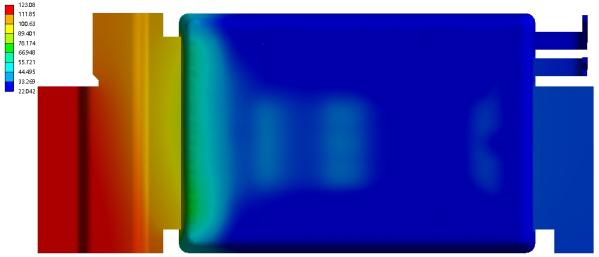
對功率模塊的激光焊接過程進行CAE仿真,根據功率模塊激光焊接的溫度仿真結果,在激光焊接過程中,激光的光斑功率密度大,焊接速度快,銅排局部焊接區域升溫迅速,瞬間達到熔點。
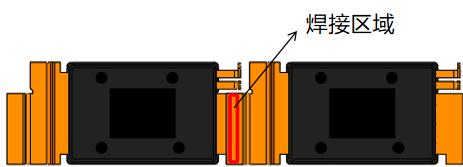
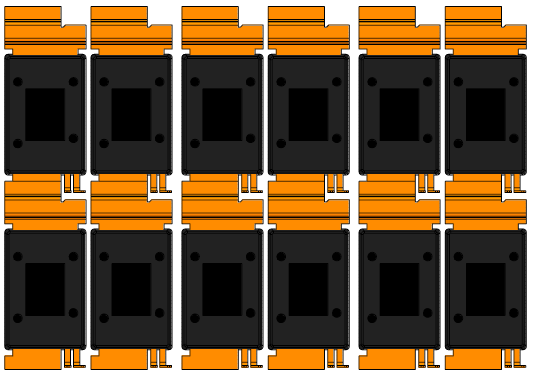
模塊激光焊接模型
0.008s
0.005s
0.1s

0.14s
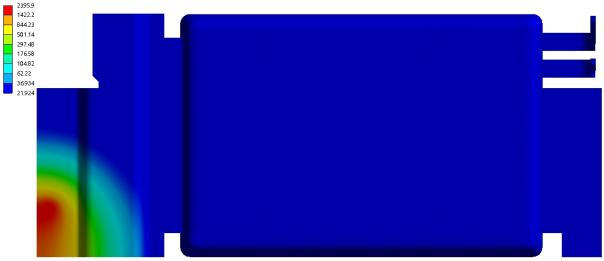
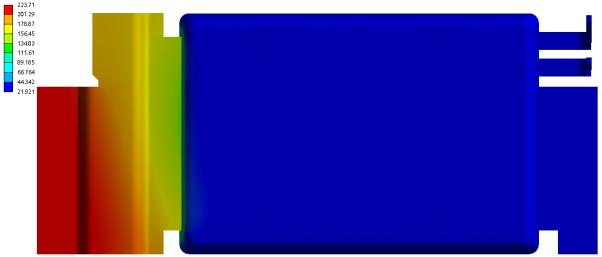
銅排激光焊接迅速完成后,產生的熱量在模塊內進行傳遞,一般模塊在保護氣氛圍內進行自然冷卻。
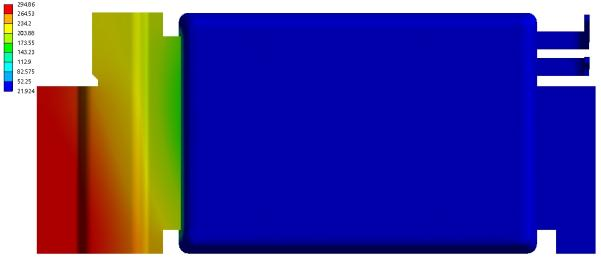
1.0s
1.5s
2.0s
3.0s
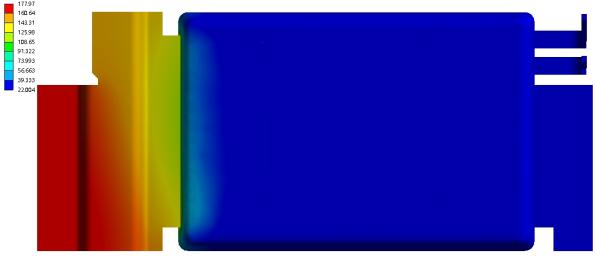
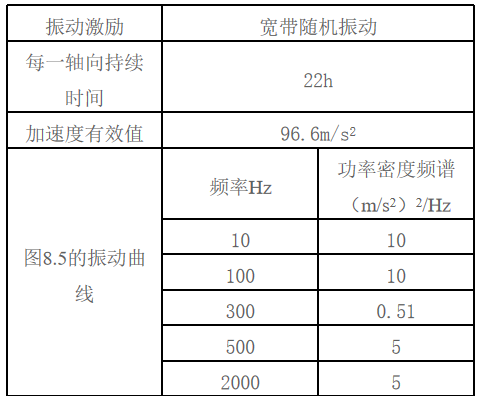
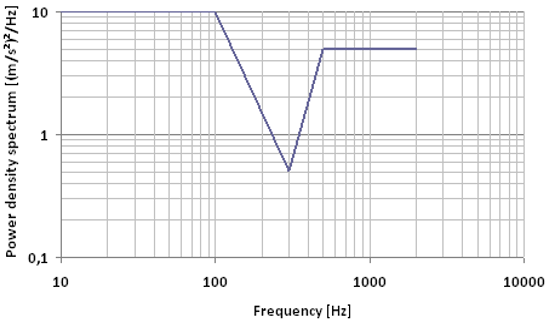
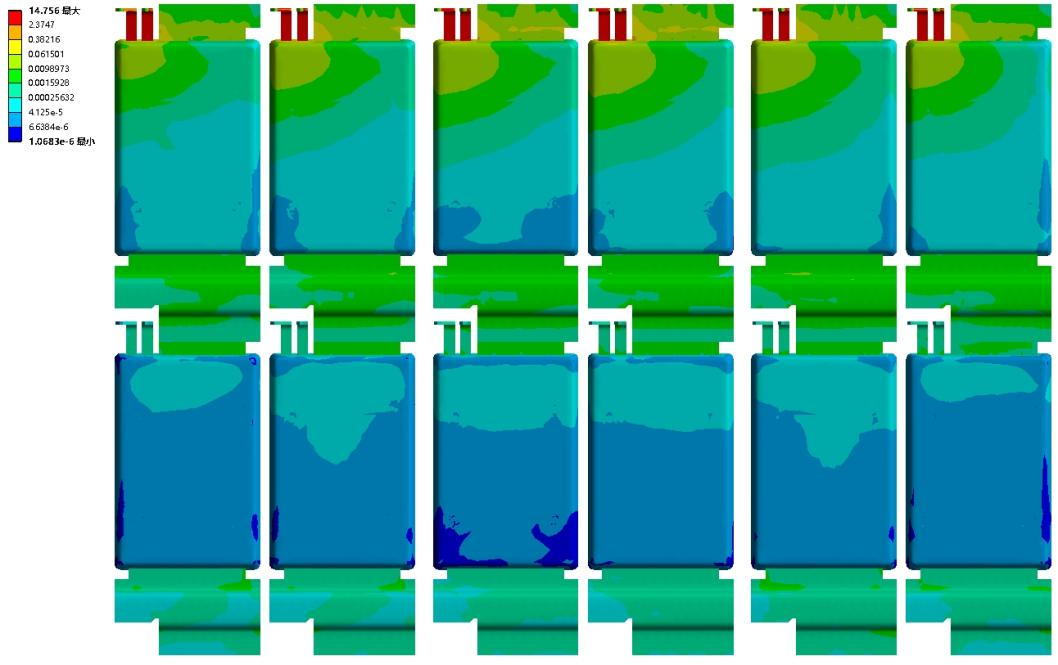
對功率模塊進行激光焊接后,需要對銅排連接處的可靠性進行評估,按照AQG-324標準,獲取模塊在隨機激勵條件下的振動頻率,從仿真結果中可以看出,最大應力為14.756MPa,對銅排的焊接連接處并未造成影響,模塊擁有對抗外部隨機激勵的能力。
激勵條件
仿真結果
-
新能源汽車
+關注
關注
141文章
10896瀏覽量
101315 -
功率模塊
+關注
關注
10文章
527瀏覽量
45753 -
激光焊接
+關注
關注
4文章
543瀏覽量
21452
原文標題:功率模塊中的激光焊接技術
文章出處:【微信號:翠展微電子,微信公眾號:翠展微電子】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄

激光焊接機焊接剃須刀片的技術工藝


激光焊接技術,汽車制造的“神兵利器”


激光焊接技術在焊接超薄材料的工藝案例



激光焊接技術在焊接水冷板工藝中的應用






 工商網監
工商網監
評論