") PLC電源瞬停導(dǎo)致輸入輸出狀態(tài)指示失效的故障分析
PLC電源瞬停導(dǎo)致輸入輸出狀態(tài)指示失效的故障分析
通常PLC輸入電源電壓選擇較寬,如三菱PLC輸入電源額定電壓AC100~240V/50~60HZ,電壓允許波動范圍AC85~264V;DC12~24V,電壓允許波動范圍DC10.2~28.8V。
6軸雙工位激光焊接示教系統(tǒng)
一般在使用PLC控制器時,對于交流電源型,其輸入電源電壓是由控制變壓器提供110V或220V;而對于直流電源型,其輸入電源電壓是由開關(guān)電源提供24V。
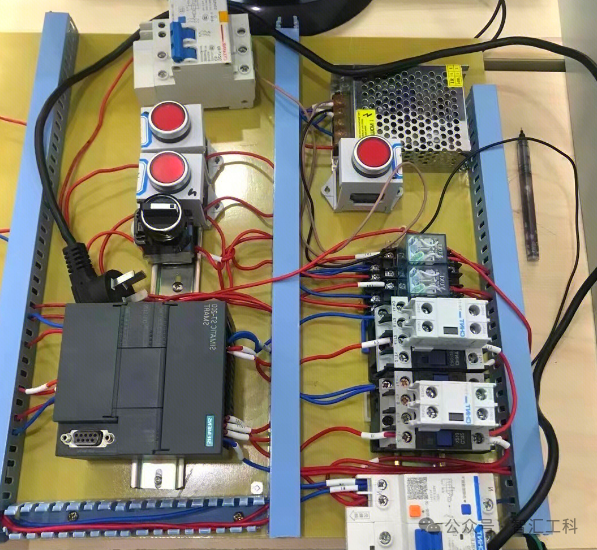
一臺使用了三菱FX1N-40MR的PLC的專機(jī),PLC輸入電源是由200VA控制變壓器提供的110V,其電源電壓同時也提供給接觸器控制電路。
接觸器控制電路是有一只CJX1-45(控制主軸)、六個CJX1-16(工作臺快慢正反、主軸橫梁上下),PLC的輸出直接驅(qū)動交流接觸器。
循環(huán)工作過程:按下循環(huán)啟動→工作臺快速向前→檔塊壓下快轉(zhuǎn)工行程開關(guān)→工作臺由快轉(zhuǎn)工的同時主軸接觸器動作,主軸旋轉(zhuǎn)。→加工尺寸到位,檔塊壓下工轉(zhuǎn)快退行程開關(guān)→工作臺由工轉(zhuǎn)快退→檔塊壓下行程開關(guān)(與快進(jìn)轉(zhuǎn)工進(jìn)同一開關(guān))→主軸接觸器斷電,主軸停止。→檔塊壓下原位行程開關(guān)→工作臺停止。
故障現(xiàn)象:當(dāng)檔塊壓下快轉(zhuǎn)工行程開關(guān)后,工作臺工進(jìn)接觸器與主軸接觸器同時閃吸脫開,工作臺與主軸都停止了運行。PLC電源、運行輸入、輸出狀態(tài)指示全無。但PLC的電源與運行指示在幾秒后慢慢亮起。而輸入、輸出狀態(tài)指示還是沒有。又PLC未有出錯指示。
診斷與處理:從故障現(xiàn)象來看,應(yīng)該是PLC電源短時失去電源,其時間超過了三菱PLC允許瞬停時間(10ms以下瞬時停電可繼續(xù)運行)。在電源正常后PLC輸入、輸出狀態(tài)指示仍無;需要切斷電源且等待幾分鐘后上電,PLC輸入、輸出狀態(tài)指示就會正常,這應(yīng)該是PLC內(nèi)部開關(guān)電源自身保護(hù)引起的。
而PLC失去電源是因工進(jìn)接觸器與主軸接觸器同時吸合產(chǎn)生的,排除控制變壓器容量小原因(老設(shè)備),觀察其外部完好,測量輸出電壓為115V,正常。懷疑工進(jìn)接觸器或主軸接觸器線圈有匝間短路。在吸合時使控制變壓器輸出電壓下降較多(萬用表的反應(yīng)靈敏度較低,無法得出具體數(shù)值,指針則是微動了一下),應(yīng)該是低于PLC電源電壓允許波動范圍的下限85V了。先斷開工進(jìn)接觸器線圈回路,上電運行,故障依舊。表明工進(jìn)接觸器線圈完好。斷開主軸接觸器線圈回路,上電運行,故障消除。顯然主軸接觸器線圈存在匝間短路。拆下接觸器剖解后發(fā)現(xiàn)其線圈已變色,且有點焦味。
更換主軸接觸器,上電運行,故障消除。
『科瑞特自動化技術(shù)』專業(yè)提供工業(yè)自動化運動控制技術(shù)及解決方案!
---(激光)焊接、拋光、噴涂、切割、直坐標(biāo)機(jī)器人(桁架機(jī)械手)、等特種數(shù)控設(shè)備運動控制系統(tǒng),(步進(jìn)電機(jī)、伺服電機(jī)、驅(qū)動器、電源)。
審核編輯 黃宇
-
輸入輸出
+關(guān)注
關(guān)注
0文章
42瀏覽量
10852 -
故障分析
+關(guān)注
關(guān)注
1文章
74瀏覽量
17485 -
plc電源
+關(guān)注
關(guān)注
0文章
3瀏覽量
137
發(fā)布評論請先 登錄
LCR測試儀故障指示燈含義解讀及故障排除指南

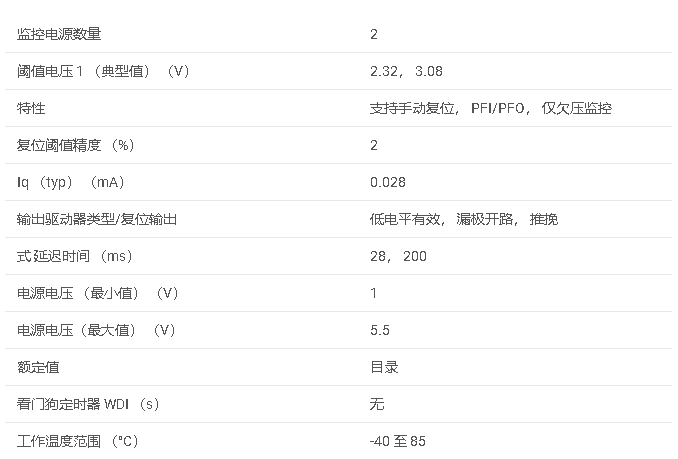
LM3704系列 電壓監(jiān)控和復(fù)位IC,帶電源故障輸入、低線輸出和手動復(fù)位數(shù)據(jù)手冊
plc控制電路檢測技術(shù)與維修方法

PLC應(yīng)用技巧,輕松解決PLC故障
AMC1200隔離兩側(cè)擊穿,兩側(cè)電源,輸入輸出均已短路,是什么原因導(dǎo)致的?
請問是哪些原因導(dǎo)致xtr111失效的呢?
西門子PLC輸入輸出接線全攻略

誤差放大器的輸入輸出關(guān)系
寄存器的輸入輸出方式
PLC運動控制中的輸入輸出設(shè)備
PLC輸出出現(xiàn)故障要怎么處理
使用電源正常狀態(tài)指示器實現(xiàn)輸出放電功能






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論