 請問如何預防"線切割加工變形"的問題呢?
請問如何預防"線切割加工變形"的問題呢?
將一根竹子從中間劈開,竹片兩半都會變彎,大半彎得少,小半彎得多。這就是材料本身會有應力,劈開的過程打破了材料原有應力的平衡狀態,通過變形來恢復平衡。
線切割加工工件變形也是同樣的道理,其切割過程打破了工件原有的應力平衡狀態。
1
線切割加工工件變形的原因
線切割加工的變形大小與工件的結構有關系。窄長形狀的凹模、凸模易產生變形,其變形的大小與形狀復雜程度、長寬比等有關系;壁厚較薄的工件容易產生變形。
如果變形非常小,在加工要求的精度范圍以內,這種變形幾乎可以忽略不計。但如果變形超出了加工精度要求,會使尺寸出現明顯偏差,影響工件的加工形狀。
造成變形的原因是多方面的,譬如材料問題、熱處理問題、結構設計問題、工藝安排問題及線切割時工件的裝夾和切割路徑選擇問題等。這些多方面的原因將導致材料內部應力作用發生變形。
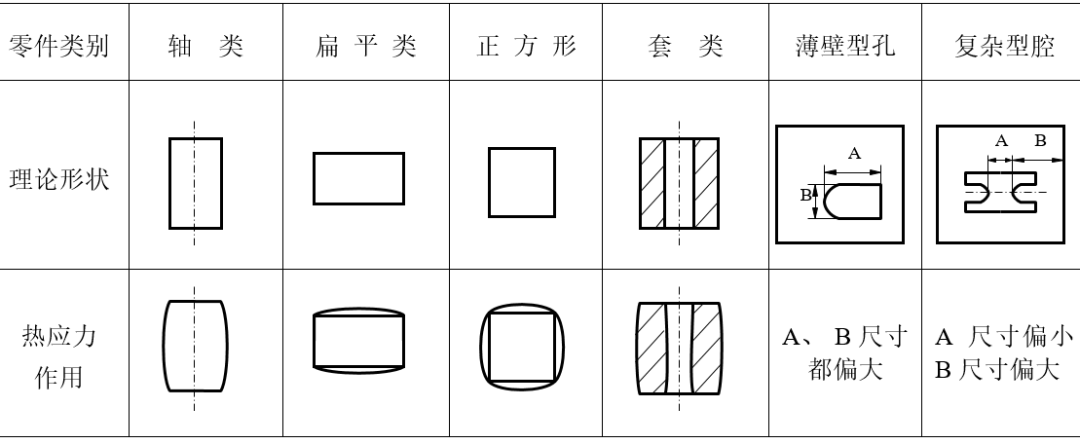
熱應力作用對工件形狀的影響
2
工件加工變形的預防措施
可以采取一定的措施對線切割加工的變形予以控制,防止變形現象的發生。
1)切割前的粗加工或應力釋放切割
如果需要在一塊材料上進行大面積切割,會使材料內部殘余應力的相對平衡狀態受到破壞,材料會產生很大的變形。我們可以先消除材料的大部分應力,辦法是進行粗加工,把大部分的余量先去掉,或者是進行釋放應力的路徑切割。
對于大件凹模的電火花線切割加工,可以做兩次主切,先將主切的偏移量加大單邊0.1~0.2mm進行第一次主切,讓其應力釋放,再用標準偏移量進行第二次主切,如下圖所示。
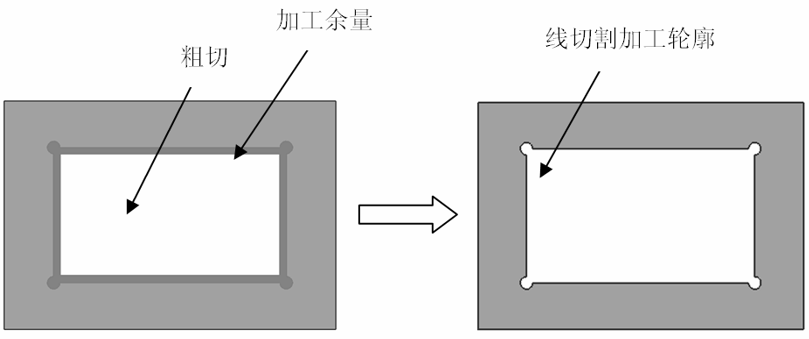
進行釋放應力的粗加工減少變形 對于長的狹窄外形,先在此型孔內部進行釋放應力的路徑切割,再加工型孔外形,如下圖所示。
釋放應力切割
2)加工穿絲孔
切割凸模時,如果不加工穿絲孔,直接從材料外切入,如下圖(a)所示,因材料應力不平衡產生變形,會產生張口變形或閉口變形。可在材料上加工穿絲孔,進行封閉的輪廓加工,如下圖(b)所示,可明顯減少電火花線切割加工帶來的變形。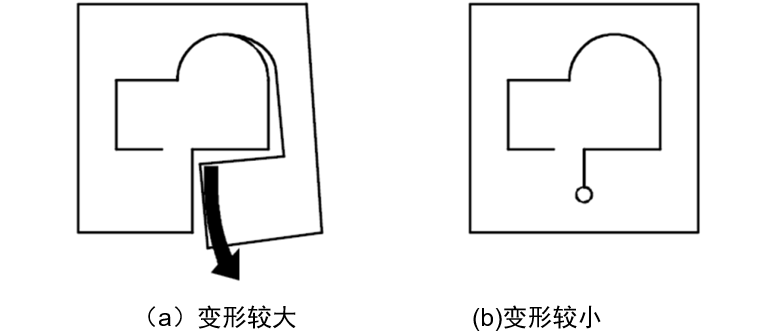
(a)變形較大 (b)變形較小 加工穿絲孔減少變形
3)優化加工路徑
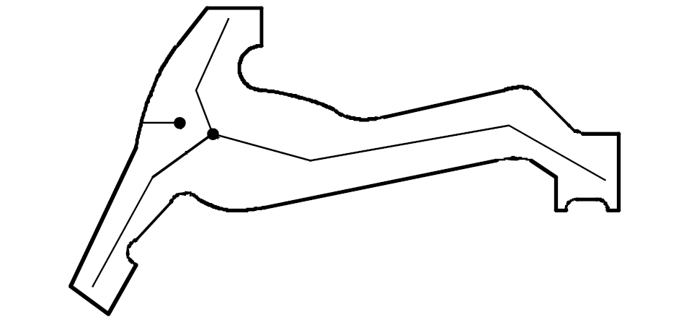
一般情況下,最好將加工起割點安排在靠近夾持端,將工件與其夾持部分分離的切割段安排在加工路徑的末端,將暫停點設在靠近坯件夾持端部位。一些加工中由于加工路徑安排不合理,也是造成線切割加工變形的原因。如下圖所示,比較合理的加工路徑是:A→B→C→D……→A。如果按照順時針方向:A→L→K→J……→A,由于切割開始就將工件與夾持部分切斷,加工到程序的末段時,凸模的切割精度直接受到夾持不可靠因素的影響。
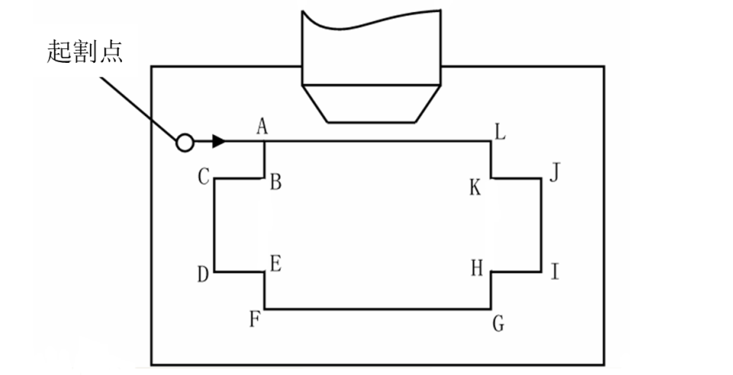
加工路徑的安排
4)多次切割
有的工件在采取某些措施后,仍有一些變形,為了滿足工件的精度要求,可改變一次切割到尺寸的傳統習慣,采用多次切割的方法。快走絲線切割加工采用多次切割方法,主要是為了達到更佳的表面粗糙度,但采用多次切割方法對減少因應力問題帶來的模具零件變形有很重要的實際意義。
5)多型孔凹模板加工工藝優化
模板在線切割加工時,隨著原有內應力的作用及線切割所產生的熱應力的影響,將產生不定向、無規則的變形,使后面的切割吃刀量厚薄不均,影響了加工質量和加工精度。
針對此種情況,對精度要求比較高的模板,在多次切割加工中。第1次切割將所有型孔的廢料切掉,取出廢料后,再由機床的自動移位功能,依次完成型孔的修切:主切a腔,取廢料→主切b腔,取廢料→主切c腔,取廢料→……→主切n腔,取廢料→a腔修切→b腔修切→……→n腔修切,加工完畢。
這種切割方式能使每個型孔加工后有足夠的時間釋放內應力,能將各個型孔因加工順序不同而產生的相互影響、微量變形降低到最小程度,較好地保證模板的加工尺寸精度。 但是這樣加工穿絲次數多,工作量較大,更適合于帶有自動穿絲機構的慢走絲線切割機床。這樣切割完后經測量,形位尺寸符合高精度要求。
6)設置多段暫留量
大型、復雜形狀的工件加工情況,應設置兩處或以上的暫留量,設置多個起割點,如下圖所示。編程時以開放形狀的方式加工,編程前先把圖形分解成多段,并分別串接起來,加工時先加工輪廓,最后加工暫留量部分。
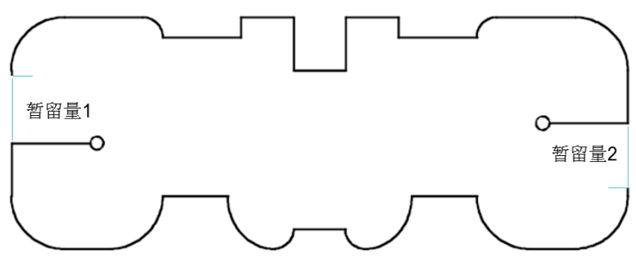
設置多段暫留量
審核編輯:劉清
-
熱處理
+關注
關注
0文章
117瀏覽量
18537
原文標題:如何預防"線切割加工變形"的問題?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
為什么打印函數rt_kprintf("");會多一個空行?
微細電解線切割加工模型分析與試驗研究
微細電解線切割加工模型分析與試驗研究
如何用CAXA線切割進行數控加工自動編程
了解線切割加工費的計算
教你如何搭建淺層神經網絡"Hello world"
"STM32F0 Error: Flash Download failed - ""Cortex-M0""解決"

芯片工藝的&quot;7nm&quot; 、&quot;5nm&quot;到底指什么?
線切割怎樣調電流?線切割脈間越大電流越大嗎?
全方位精準測量技術助力:中國經濟加力發展向前&amp;quot;進&amp;quot;

隧道管廊變壓器局放在線監測:為地下&amp;quot;電力心臟&amp;quot;裝上智能聽診器

電纜局部放電在線監測:守護電網安全的&amp;quot;黑科技&amp;quot;
倉儲界的&quot;速效救心丸&quot;,Ethercat轉PROFINET網關實戰案例






 工商網監
工商網監
評論