 供應鐵線工藝品鐵線網片空壓式點焊機 五金板材焊接點焊機
供應鐵線工藝品鐵線網片空壓式點焊機 五金板材焊接點焊機

供應鐵線工藝品鐵線網片空壓式點焊機 五金板材焊接點焊機


點焊是一種形成結合的金屬連接,在焊接時焊件通過焊接電流局部發熱,并在焊件的接觸加熱處施加壓力,形成一個焊點。點焊目前被廣泛的應用于各個工件部門,DN-75\DNK-100型氣動點焊機用于單點焊接,焊機采用氣動加壓方式,電極的壓力大小和行程范圍可以隨意調節。焊機配用KD-160B型點凸焊微機控制器,焊接過程全部程序控制,使焊接工件一致性好,焊接質量可靠。
點焊機原理
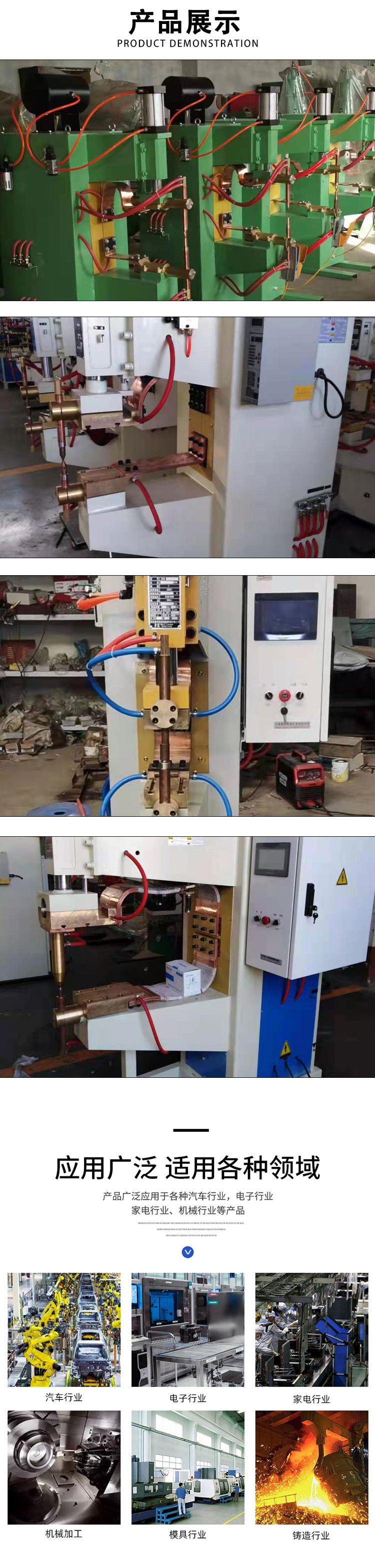
焊件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法稱為電阻焊。電阻焊具有生產效率高、低成本、節省材料、易于自動化等特點,因此廣泛應用于航空、航天、能源、電子、汽車、輕工等各工業部門,是重要的焊接工藝之一。
1、焊接熱的產出及影響因素
點焊時產生的熱量由下式決定:Q=LLRt(J)---(1)
式中:Q---產生的熱量(J)、I---焊接電流(A)、R---電極間電阻(歐姆)、t---焊接時間(s)
1、電阻R及影響R的因素
電極間電阻包括工件本身電阻Rw,兩工件間接觸電阻Rc,電極與工件間接觸電阻Rew.即R=2Rw+Rc+2Rew---(2)
當工件和電極一定時,工件的電阻取決與它的電阻率.因此,電阻率是被焊材料的重要性能.電阻率高的金屬其導電性差(如不銹鋼)電阻率低的金屬其導電性好(如鋁合金)。因此,點焊不銹鋼時產熱易而散熱難,點焊鋁合金時產熱難而散熱易.點焊時,前者可用較小電流(幾千安培),而后者就必須用很大電流(幾萬安培).電阻率不僅取決于與金屬種類,還與金屬的熱處理狀態、加工方式及溫控有關。
接觸電阻存在的時間是短暫,一般存在于焊接初期,由兩方面原因形成:
1、工件和電極表面有高電阻系數的氧化物或贓物質層,會使電流遭到較大阻礙。過厚的氧化物和贓物質層甚至會使電流不能導通。
2、在表面十分潔凈的條件下,由于表面的微觀不平度,使工件只能在粗糙表面的局部形成接觸點。在接觸點處形成電流線的收攏。由于電流通路的縮小而增加了接觸處的電阻。
電極與工件間的電阻Rew與Rc和Rw相比,由于銅合金的電阻率和硬度一般比工件低,因此很小,對熔核形成的影響更小,我們較少考慮它的影響。
-
電阻焊
+關注
關注
2文章
91瀏覽量
11093
發布評論請先 登錄
自動點焊機如何適應不同厚度的材料焊接?
電池自動點焊機:智能制造的得力助手
點焊機測量工具選擇與應用指南

精密氣動點焊機:高效焊接,品質之選
單面自動點焊機:焊接質量與效率的雙重保障
電池點焊機:驅動新能源時代的焊接利器
點焊機操作技巧與保養方法
怎樣選擇適合自己的點焊機
揭秘高質量點焊機的五大標準:打造焊接性能的基石
對比分析點焊機與傳統焊接方法
探索點焊機高效焊接背后的奧秘





 工商網監
工商網監
評論