") 粗軋機(jī)工作輥道磨損,有人直接報(bào)廢更換,有人采用在線維修
粗軋機(jī)工作輥道磨損,有人直接報(bào)廢更換,有人采用在線維修
粗軋機(jī)工作輥道的磨損的由來
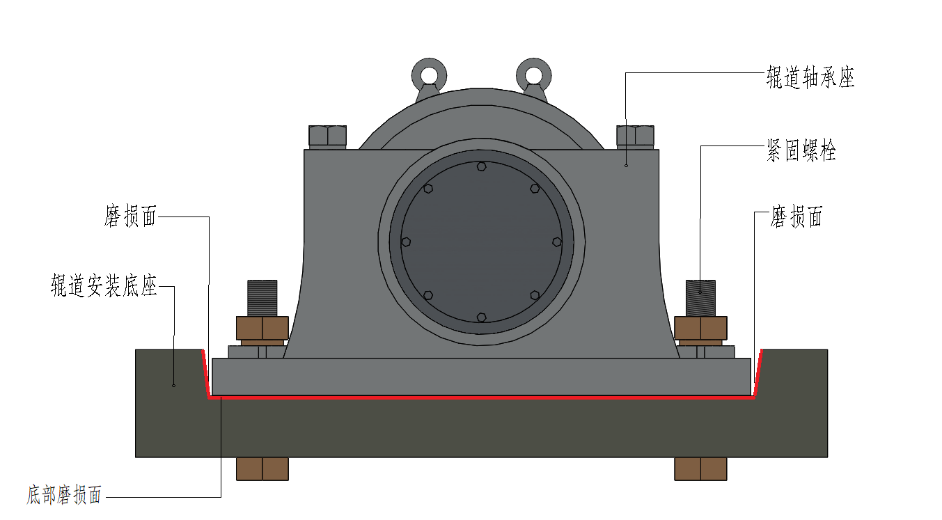
軋機(jī)粗軋工作輥道布置在粗軋機(jī)機(jī)架的出、入口處,工作輥道在軋制前將輸入輥道送來的鋼錠送往粗軋機(jī)。在工作輥道中,粗軋機(jī)工作輥道的工作任務(wù)最為繁重,除了頻繁起動、制動外,還要承受軋制時軋件地鋼和翻鋼引起的沖擊載荷。一旦輥道軸承座緊固螺栓松動或預(yù)緊力不足,極容易造成輥道竄動,撞擊輥道底座,再加上氧化鐵皮的侵入更會加劇輥道底座的磨損情況。
輥道磨損如何進(jìn)行修復(fù)
針對此類的磨損腐蝕問題,傳統(tǒng)手段一般會采用報(bào)廢更換的方式,但拆裝更換時間較長,一般檢修時間無法滿足輥道底座的更換。
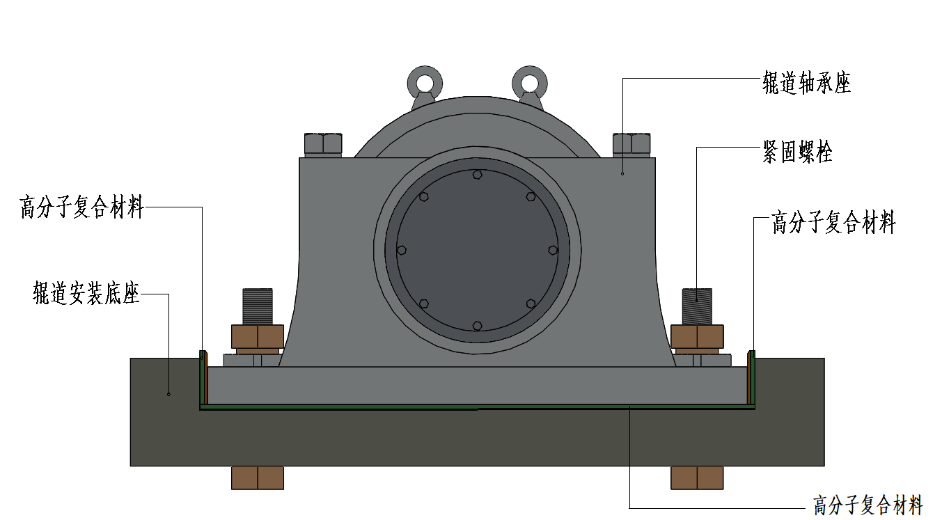
目前應(yīng)用更為廣泛的是高分子復(fù)合材料在線修復(fù)技術(shù),該技術(shù)可以在不使用機(jī)加工環(huán)節(jié)的前提下,在現(xiàn)場進(jìn)行修復(fù)。修復(fù)用的福世藍(lán)?2211F高分子復(fù)合材料,固化后形成的化學(xué)鍵連接作用力使其與修復(fù)的金屬部件形成優(yōu)異的粘著力與抗壓強(qiáng)度,可滿足設(shè)備在運(yùn)行中承受各種復(fù)合力的要求。另外使用高分子復(fù)合材料修復(fù)后可以使配合面達(dá)到90%以上,達(dá)到無間隙配合,避免冷氧化鐵皮的侵入問題。
工作輥道安裝止口磨損修復(fù)實(shí)例
一鋼企1750軋線粗軋機(jī)輥道安裝止口及輥道軸承座安裝底面出現(xiàn)磨損問題,經(jīng)過測量后最大磨損量達(dá)10mm左右。若不及時處理,在運(yùn)行過程中極易導(dǎo)致輥道傳動軸出現(xiàn)斷軸情況。在軋線檢修期間針對15根輥道采用福世藍(lán)材料進(jìn)行標(biāo)高及止口的恢復(fù)精度工作。現(xiàn)場修復(fù)步驟如下:
1、首先根據(jù)圖紙及使用要求尺寸加工底面修復(fù)模板;
2、將輥道進(jìn)行拆除,底面及止口部位打磨干凈;
3、使用經(jīng)緯儀進(jìn)行實(shí)際標(biāo)高測量,再次確定磨損量;
4、使用氧氣乙炔進(jìn)行烤油處理;
5、使用磨光機(jī)打磨表面,去除疲勞層及高點(diǎn);
6、使用噴砂機(jī)粗化表面,增大粘接面積;
7、安裝修復(fù)模具,使用經(jīng)緯儀測量并調(diào)整模板高度,直至符合公差要求;
8、將模板鎖母鎖緊后拆除模板;
9、使用無水乙醇清洗表面;
10、根據(jù)磨損量調(diào)和涂抹福世藍(lán)高分子復(fù)合材料,材料厚度略高于實(shí)際磨損量;
11、模板表面刷涂脫模劑后安裝模板,等待材料固化;
12、材料固化完成后拆除模板;
13、使用磨光機(jī)進(jìn)行打磨,去除多余材料,并使用砂紙打磨表面釉層;
14、輥道軸承座底面刷涂脫模劑,晾干備用;
15、再次調(diào)和涂抹材料,薄薄一層,涂抹至修復(fù)部位;
16、安裝軸承座,并調(diào)整安裝位置,最后將螺栓緊固;

發(fā)布評論請先 登錄
有人物聯(lián)網(wǎng)平臺:開啟智能新時代的密鑰??
有人物聯(lián)網(wǎng):工業(yè)物聯(lián)網(wǎng)解決方案專家??
JG08Z-DG系列固定式光電智能測徑儀如何應(yīng)用在高線精軋機(jī)上
智能接地狀態(tài)在線監(jiān)測儀用在什么場所
求助,康夫3062電吹風(fēng)壞了,有人知道怎么維修嗎?
鋼廠單齒輥激光熔覆修復(fù)加工

如何判斷滾珠絲桿是否需要更換?

無需大范圍拆卸,快速恢復(fù)鋼鐵軋機(jī)牌坊窗口精度

鋼材在線測徑儀的工作模式及工作過程
軋機(jī)軸承的FC型和FCD的區(qū)別損壞原因分析
軋機(jī)牌坊磨損修復(fù),你知道哪種修復(fù)工藝性價比最高嗎?

輥壓機(jī)軸承位磨損,換個維修方式解決,操作簡單效果更好

造紙紙機(jī)胸輥軸承位磨損,看我是怎么在線維修的,看完以后明明白白!






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論