") 西門子S7-200系列PLC與PC通信程序流程圖及工作過程
西門子S7-200系列PLC與PC通信程序流程圖及工作過程
在上述通信方式下,由于只用兩根線進行數(shù)據(jù)傳送,所以不能夠利用硬件握手信號作為檢測手段。因而在PC機與PLC通信中發(fā)生誤碼時,將不能通過硬件判斷是否發(fā)生誤碼,或者當 PC與 PLC工作速率不一樣時,就會發(fā)生沖突。這些通信錯誤將導致PLC控制程序不能正常工作,所以必須使用軟件進行握手,以保證通信的可靠性。
由于通信是在PC機以及PLC之間協(xié)調進行的,所以PC機以及PLC中的通信程序也必須相互協(xié)調,即當一方發(fā)送數(shù)據(jù)時另一方必須處于接收數(shù)據(jù)的狀態(tài)。如圖7-18、圖7-19所示分別是PC、PLC的通信程序流程。
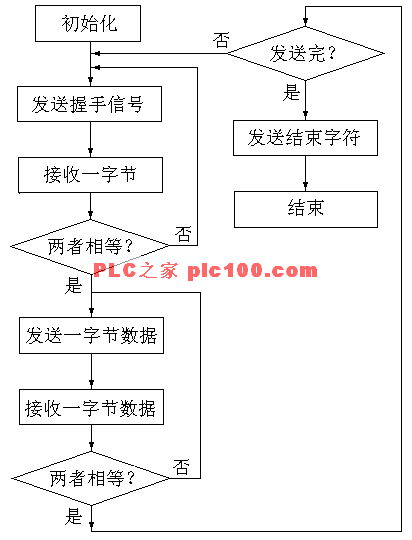
圖7-18 PC機通信程序流程圖
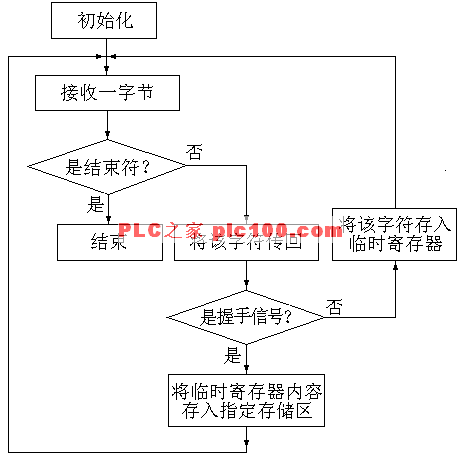
圖7-19 S7-PLC通信程序流程圖
通信程序的工作過程:PC每發(fā)送一個字節(jié)前首先發(fā)送握手信號,PLC收到握手信號后將其傳送回PC,PC只有收到PLC傳送回來的握手信號后才開始發(fā)送一個字節(jié)數(shù)據(jù)。PLC收到這個字節(jié)數(shù)據(jù)以后也將其回傳給PC,PC將原數(shù)據(jù)與PLC傳送回來的數(shù)據(jù)進行比較,若兩者不同,則說明通信中發(fā)生了誤碼,PC機重新發(fā)送該字節(jié)數(shù)據(jù);若兩者相同,則說明PLC收到的數(shù)據(jù)是正確的,PC機發(fā)送下一個握手信號,PLC收到這個握手信號后將前一次收到的數(shù)據(jù)存入指定的存儲區(qū)。這個工作過程重復一直持續(xù)到所有的數(shù)據(jù)傳送完成。
采用軟件握手以后,不管PC與PLC的速度相差多遠,發(fā)送方永遠也不會超前于接收方。軟件握手的缺點是大大降低了通信速度,因為傳送每一個字節(jié),在傳送線上都要來回傳送兩次,并且還要傳送握手信號。但是考慮到控制的可靠性以及控制的時間要求,犧牲一點速度是值得的,也是可行的。
PLC方的通信程序只是PLC整個控制程序中的一小部分,可將通信程序編制成PLC的中斷程序,當PLC接收到PC發(fā)送的數(shù)據(jù)以后,在中斷程序中對接收的數(shù)據(jù)進行處理。PC方的通信程序可以采用VB、VC等語言,也可直接采用西門子專用組態(tài)軟件,如STEP7、WinCC。
審核編輯:湯梓紅
-
plc
+關注
關注
5029文章
13661瀏覽量
471571 -
通信
+關注
關注
18文章
6160瀏覽量
137293 -
西門子
+關注
關注
98文章
3121瀏覽量
117620 -
PC
+關注
關注
9文章
2137瀏覽量
155956 -
程序
+關注
關注
117文章
3819瀏覽量
82310
原文標題:西門子S7-200系列PLC與PC通信程序流程圖及工作過程
文章出處:【微信號:工控PLC學習,微信公眾號:工控PLC學習】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
S7-200西門子PLC視頻教程大全

西門子s7-200庫函數(shù)安裝程序
西門子PLC S7-200常見的71個故障匯總及解決辦法
西門子PLC S7-200smart程序下載錯誤分析
西門子PLC S7-200 SMART PID控制功能分享
西門子S7-200 Smart PLC加密設置全面指南

S7協(xié)議讀取西門子S7-200 Smart PLC數(shù)據(jù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論