 HTCC一體化管殼失效問題、改進措施及驗證
HTCC一體化管殼失效問題、改進措施及驗證
作者:邱穎霞; 胡駿; 劉建軍
針對HTCC一體化管殼在后道封裝中出現的瓷體裂紋、滲膠變色、多余物等失效問題,通過過程應力仿真、材料物理性能測試、失效點檢測、工藝對比實驗等方法分析原因。并進一步開展了改進驗證。對HTCC一體化管殼工程化應用具有借鑒意義。
1 引 言
高溫共燒陶瓷(HTCC)基板具有機械強度較高、導熱系數較高、材料成本較低、化學性能穩定、布線密度高等諸多優點[1~3]。HTCC一體化管殼作為HTCC基板的衍生產品,廣泛應用于軍品微電路封裝[4]。在HTCC基板四周焊接可伐圍框并配套蓋板,通過平行縫焊形成氣密性封裝,滿足國軍標的氣密性要求。與金屬管殼或普通電路板相比,HTCC一體化管殼使用過程中的可靠性影響因素較多。
HTCC基板是采用流延、印刷、疊層共燒制備[5],基板材料和制備工藝決定了基板的性能,如強度、孔隙率等。HTCC一體化管殼裝配在印刷電路板或微波介質板上使用時,因為陶瓷與印刷電路板或微波介質板的熱膨脹系數差異較大,易因應力導致管殼瓷體裂紋失效。管殼平行縫焊工藝會產生自由粒子,自由粒子多余物會嚴重影響器件可靠性[6]。
本文分析采用HTCC一體化管殼封裝產品中出現的失效問題。定型的管殼結構見圖1,集成度高,采用平行縫焊工藝封口。封裝后電路采用回流焊工藝裝配于多層微帶電路板。
2 管殼瓷體裂紋失效
2.1 瓷體裂紋現象及仿真分析
采用回流焊工藝將封裝后一體化管殼裝配于多層板微波介質板,模塊測試合格后進行溫度循環試驗(-55℃~85℃,25 次)。溫循后一體化封裝器件失效,管殼瓷體在長邊和短邊方向引腳附近出現彎月狀裂紋。
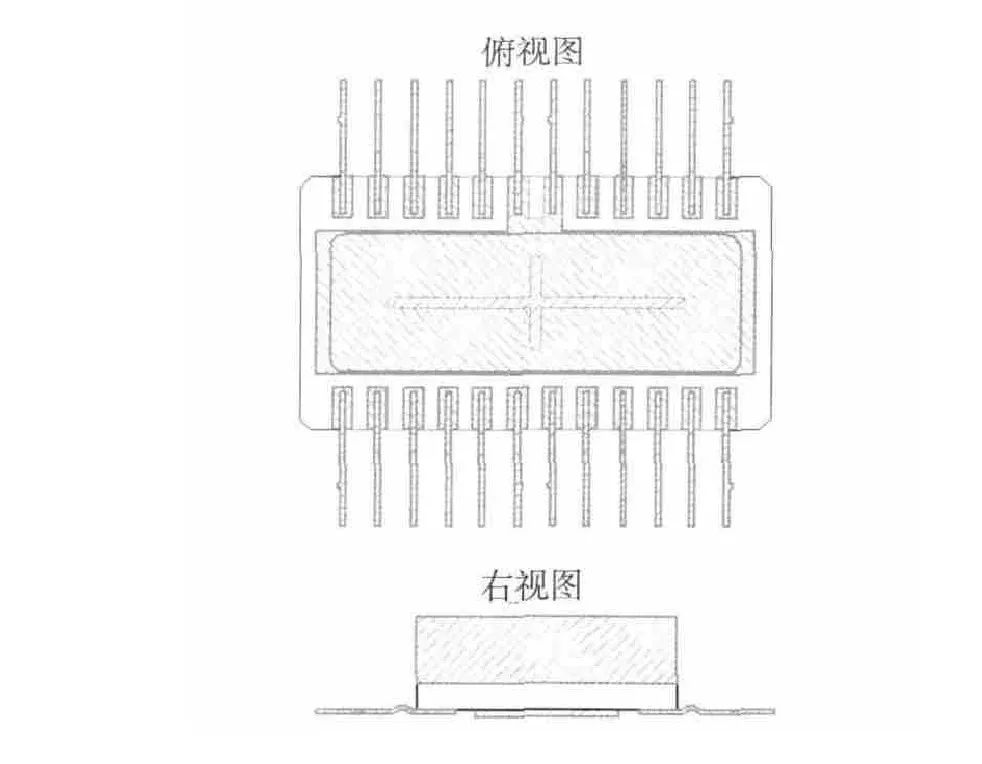
圖1 管殼結構示意圖(填充區域為可伐材料,空白區域為陶瓷)
采用ANSYS有限元軟件對一體化封裝器件自由狀態和裝配模塊后束縛狀態進行應力形變仿真。管殼陶瓷材料為95%氧化鋁,熱膨脹系數為7×10^-6/℃,而多層微波介質板X、Y方向熱膨脹系數分別為11×10^-6/℃和14×10^-6/℃,焊接材料Pb/Sn的熱膨脹系數為24.5×10^-6/℃,回流焊峰值溫度約為260 ℃。
如圖3 所示,封裝器件自由態下,25 ℃和260 ℃翹曲量曲線一致。裝配到模塊電路板后束縛條件下,如圖4 所示,封裝器件的翹曲由微笑翹曲變為哭泣翹曲(25 ℃:-21 μm;260 ℃:28 μm,正值表示中間部分凸,負值表示中間部位凹),從而導致同一位置的翹曲變化量大幅增加。翹曲的變化反映了陶瓷、多層板、焊料、可伐熱失配在回流焊和溫度循環過程中產生的應力強弱。應力在引腳、陶瓷、焊接面的薄弱處釋放。當特定區域的應力分布超過了該處陶瓷強度,導致瓷體脆性斷裂,形成電路失效。

圖3 自由狀態25 ℃和260 ℃的變形(25 ℃:-18 μm;260 ℃:-11 μm)
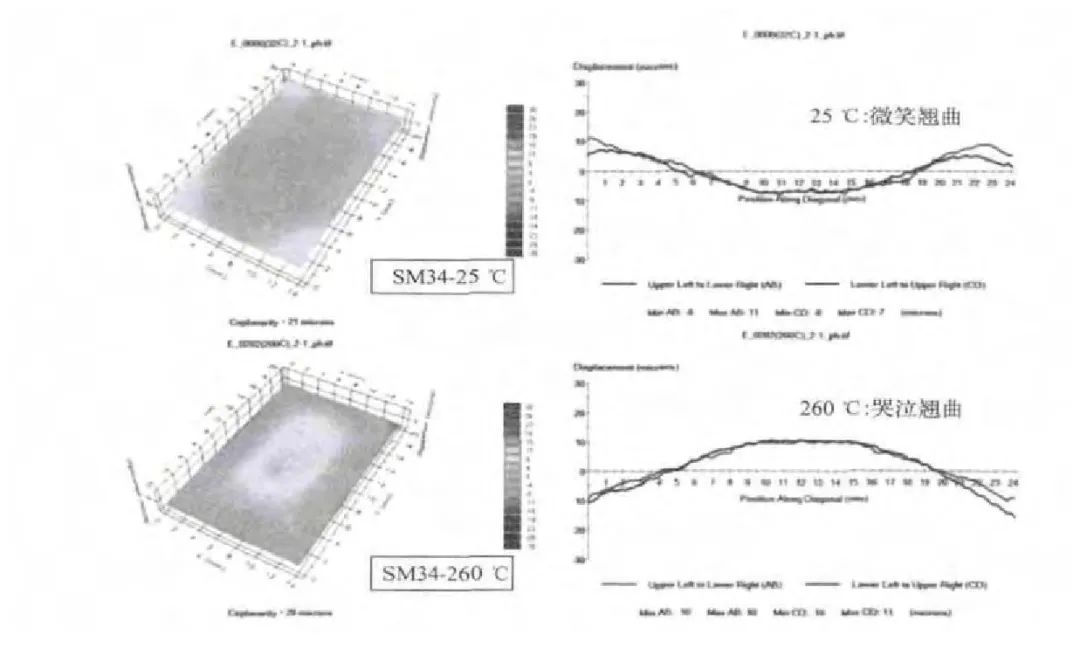
圖4 束縛狀態25 ℃和260 ℃的變形(25 ℃:-21 μm;260 ℃:28 μm)
2.2 改進措施及驗證
器件本身應滿足常規SMT工藝,因此改進措施從兩方面著手,一是通過優化管殼結構,特別是引腳的結構設計,提高管殼在工藝過程、環境試驗中對應力沖擊的耐受力;二是優化瓷體材料,提高瓷體本身的強度。
在引腳處設計應力釋放結構來緩沖瓷體所受到的應力。建立焊接結構仿真模型見圖5,對引腳“Ω”彎設計做對比仿真,仿真結果見圖6。
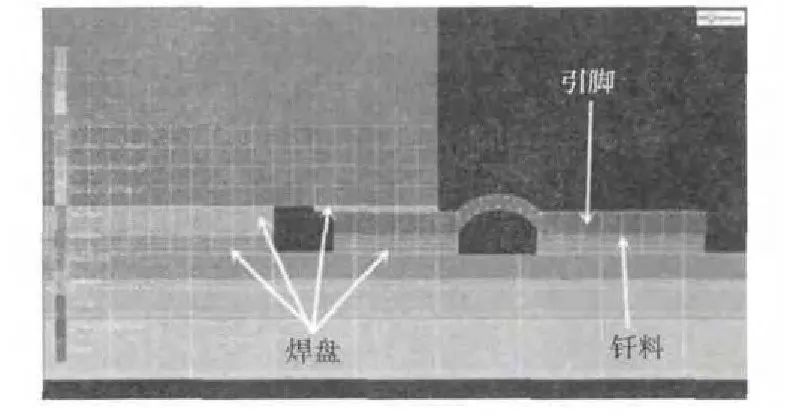
圖5 焊接應力分布仿真模型
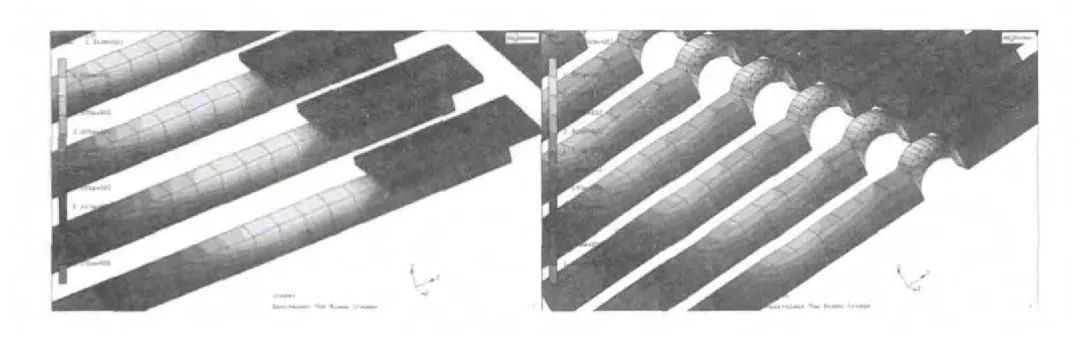
圖6 引腳平直和“Ω”彎設計應力情況對比
“Ω”彎設計能有效減低焊盤基板之間的應力約10 MPa。“Ω”彎效果明顯,因此定型產品(圖1)中已加入“Ω”彎,在工程應用中,需要注意“Ω”彎在工藝實現過程中的落實。
提高瓷體本身的強度也可以進一步提高一體化封裝管殼對回流工藝的適應性。HTCC一體化管殼常用瓷體材料有95%白色氧化鋁和90%黑色氧化鋁。對兩種材料按GB/T5993-1996 進行三點彎測試,見圖7,黑瓷平均斷裂強度為468 MPa,白瓷平均斷裂強度為439 MPa,黑瓷中雖然氧化鋁含量較少,但氧化鋁之外的其他功能相起到促進燒結的作用,使瓷體燒結更致密。因此,黑瓷性能更好,作為優選材料。
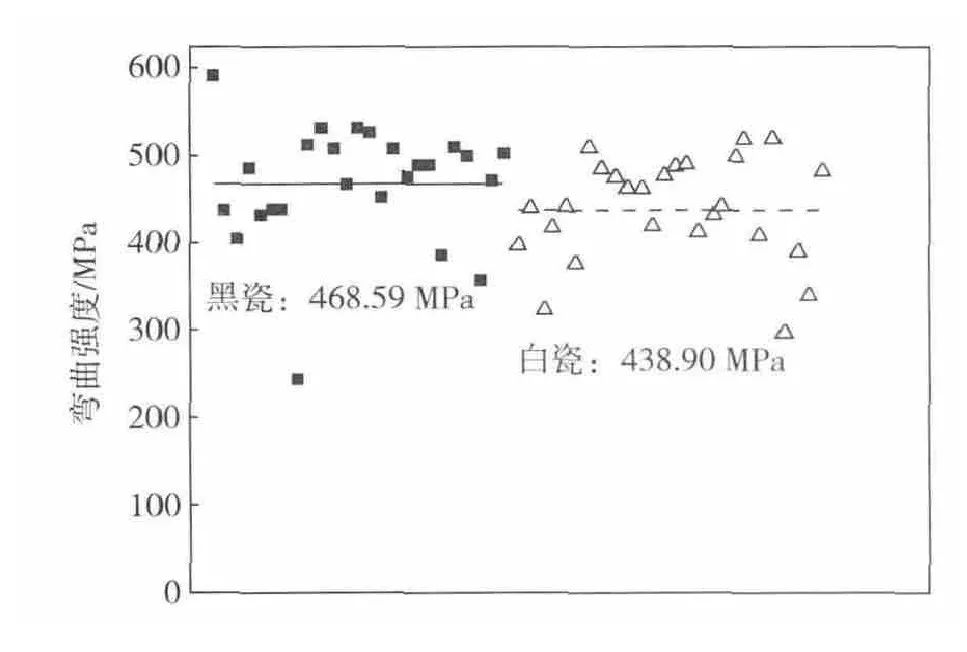
圖7 三點彎實驗結果
通過管殼結構設計的改進和瓷體材料換型,HTCC一體化管殼裂紋失效率得到控制,能夠滿足工程化應用。但由于瓷體材料存在難以完全檢測和避免的缺陷,仍存在隨機性的裂紋失效。
3 滲膠變色失效
高溫共燒陶瓷的內部以W、Mo和Mn為基的共燒金屬漿料燒結互聯,表層電路考慮電性能及釬料或線、帶鍵合不潤濕,需要Ni為底電鍍或化學鍍Au。在一體化管殼的組裝過程中,出現瓷體焊盤和導電膠變色現象,見圖8 和圖9。變色焊盤鍵合絲強度明顯下降。
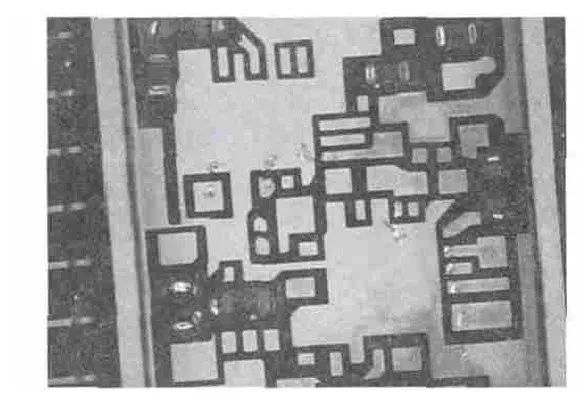
圖8 片式器件焊后變色
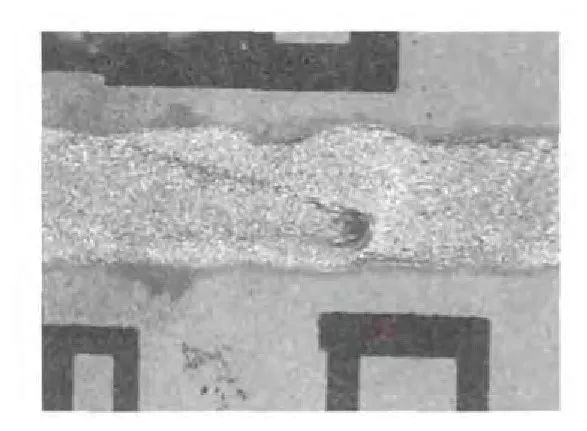
圖9 導電膠固化后變色
通過對焊盤表面形貌的分析,見圖10,金屬化部分孔隙較多,瓷體表面浸潤性非常好,導電膠、貼片膠、焊膏等在瓷體表面擴散并滲入瓷體引起變色。
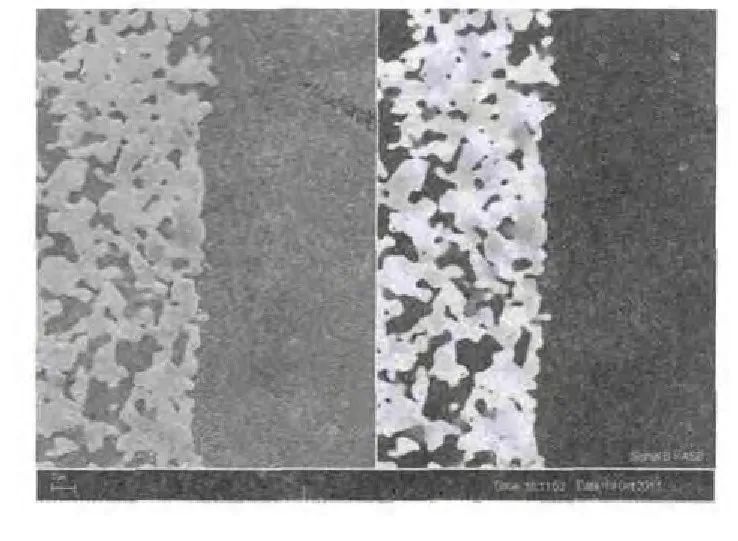
圖10 陶瓷基板表面形貌
對管殼基板用特制處理液進行表面處理,能明顯降低瓷體表面的浸潤性,防止導電膠、貼片膠、焊膏等的擴散與滲透。
4 多余物失效
新拆封空管殼平行縫焊后,進行顆粒碰撞噪聲檢測(PIND)試驗,管殼內存在多余物。選取PIND失效管殼一只,用銑床輕輕將管殼蓋板邊緣刨薄,再用刀片將蓋板邊緣劃開,輕輕取下蓋板。將開蓋樣品用膠帶封好,防止有外來雜質進入管殼,同時手動搖晃管殼,使管殼內多余物脫落到膠帶上粘住,采用SEM-EDS能譜分析膠帶上顆粒的成分。
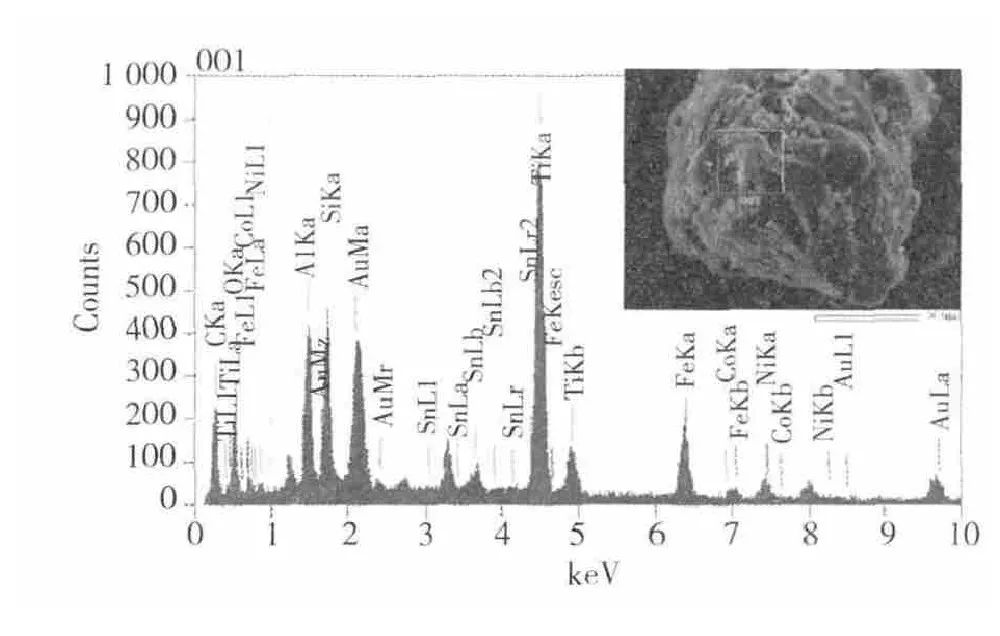
圖11 管殼內的陶瓷顆粒多余物
如圖11 所示,EDS結果表明部分顆粒還含有Al、Ti、Si等,這類顆粒可能是底部的陶瓷基板在生產過程中由于材料脆性產生的陶瓷顆粒多余物。
圖12 的EDS結果表明還有一部分顆粒呈橢球形,光滑圓潤,且成份只含有Ni、Au,Ni:Au原子比約為41:59,鎳金合金在含鎳原子分數42%時熔點最低,為950 ℃。由于平行縫焊瞬間溫度遠高于950 ℃,可能造成可伐材料表面Ni、Au鍍層的飛濺。顆粒應該是平行縫焊時可伐材料表面Ni、Au鍍層的部分熔融顆粒。
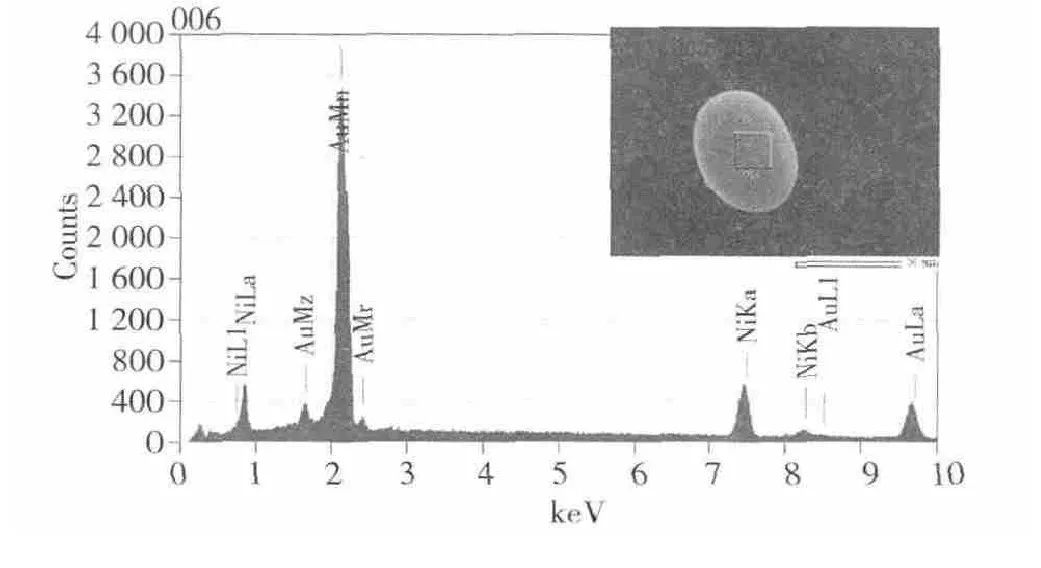
圖12 可伐鍍層飛濺的多余物
因此高溫共燒陶瓷基板和可伐框架在焊接前進行徹底的清洗,優化平行縫焊工藝,對多余物控制很重要。
5 結 束 語
HTCC一體化管殼具有高集成、高可靠性,在軍用電子微波組件中有廣泛的應用前景。其工程化應用過程中針對瓷體裂紋、焊盤滲膠、導電膠變色、多余物等涉及管殼和后道封裝工藝的典型失效問題進行分析、改進、驗證,對HTCC一體化管殼的應用有借鑒意義。
審核編輯:郭婷
-
電路板
+關注
關注
140文章
5078瀏覽量
101292 -
封裝
+關注
關注
128文章
8446瀏覽量
144687 -
微波
+關注
關注
16文章
1070瀏覽量
84401
原文標題:HTCC一體化管殼失效問題分析
文章出處:【微信號:中科聚智,微信公眾號:中科聚智】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
電機群網絡管控一體化PLC-SCADA設計及應用
探究光儲充一體化智能微電網的應用
一文看懂5G通感一體化

如祺出行入選智能網聯車路云一體化典型案例
智慧園區一體化管理平臺的功能應用
光儲充一體化電站建設解決方案

探究光儲充一體化電站建設關鍵技術研究





 工商網監
工商網監
評論