") PLC經(jīng)典實(shí)例:簡易機(jī)械手的PLC控制線路與程序詳解
PLC經(jīng)典實(shí)例:簡易機(jī)械手的PLC控制線路與程序詳解
一、系統(tǒng)控制要求
簡易機(jī)械手的結(jié)構(gòu)如圖5-9所示。M1為控制機(jī)械手左右移動的電動機(jī),M2為控制機(jī)械手上下升降的電動機(jī),YV線圈用來控制機(jī)械手夾緊、放松,SQ1為左到位檢測開關(guān),SQ2為右到位檢測開關(guān),SQ3為上到位檢測開關(guān),SQ4為下到位檢測開關(guān),SQ5為工件檢測開關(guān)。
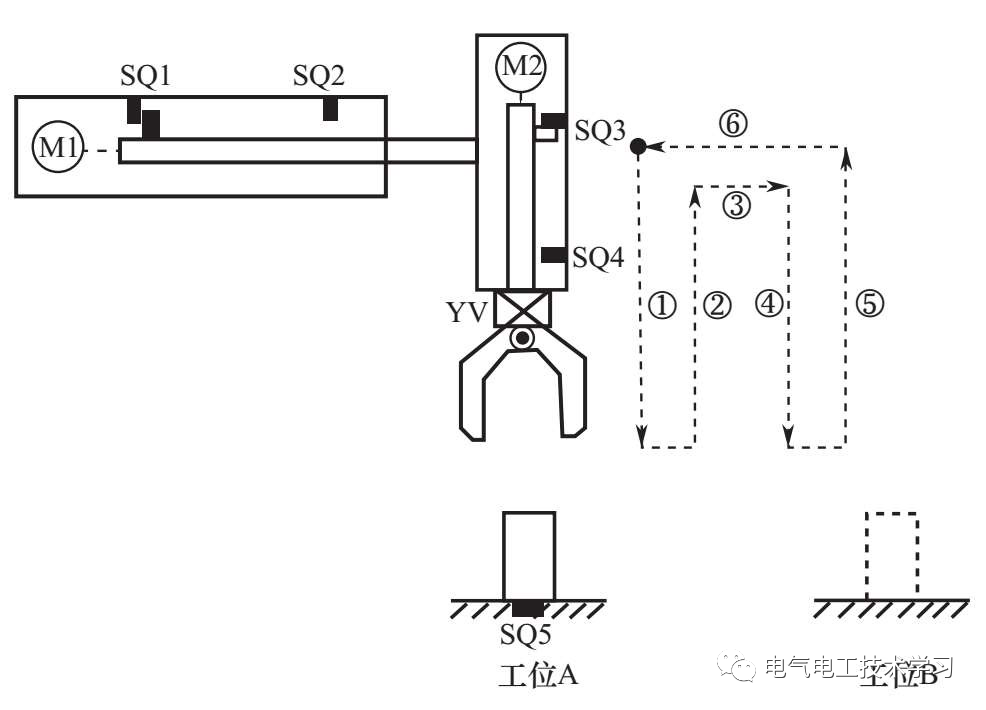
圖5-9 簡易機(jī)械手的結(jié)構(gòu)
簡易機(jī)械手控制要求如下:
①機(jī)械手要將工件從工位A移到工位B處。
②機(jī)械手的初始狀態(tài)(原點(diǎn)條件)是機(jī)械手應(yīng)停在工位A的上方,SQI、SQ3均閉合。
③若原點(diǎn)條件滿足且SQ5閉合(工件A處有工件),按下啟動按鈕,則機(jī)械手按“原點(diǎn)→下降→夾緊→上升→右移→下降→放松→上升→左移→原點(diǎn)”步驟工作。
確定輸入/輸出設(shè)備,并為其分配合的I/O端子
簡易機(jī)械手控制采用的輸入/輸出設(shè)備和對應(yīng)的PLC端子見表5-3。
表5-3 簡易機(jī)械手控制采用的輸入/輸出設(shè)備和對應(yīng)的PLC端子

二、繪制控制線路圖
圖5-10所示為簡易機(jī)械手的PLC控制線路圖。
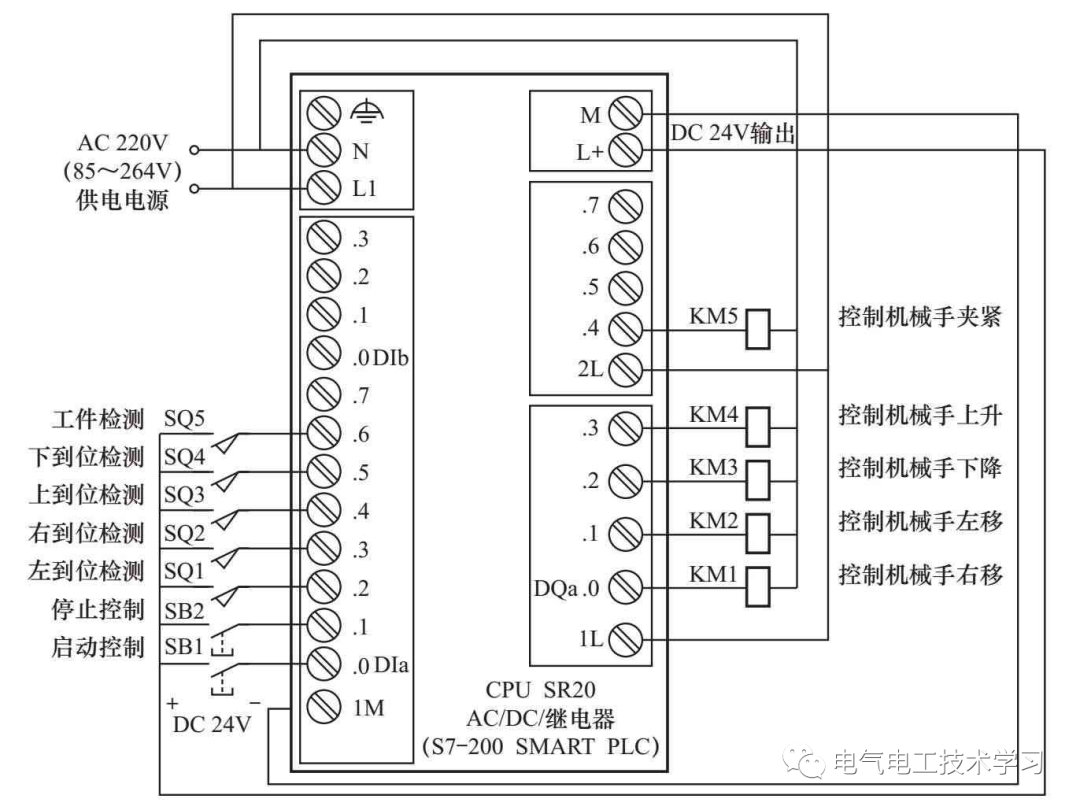
圖5-10 簡易機(jī)械手的PLC控制線路圖
三、編寫PLC控制程序
1)繪制狀態(tài)轉(zhuǎn)移圖圖5-11所示為簡易機(jī)械手控制狀態(tài)轉(zhuǎn)移圖。
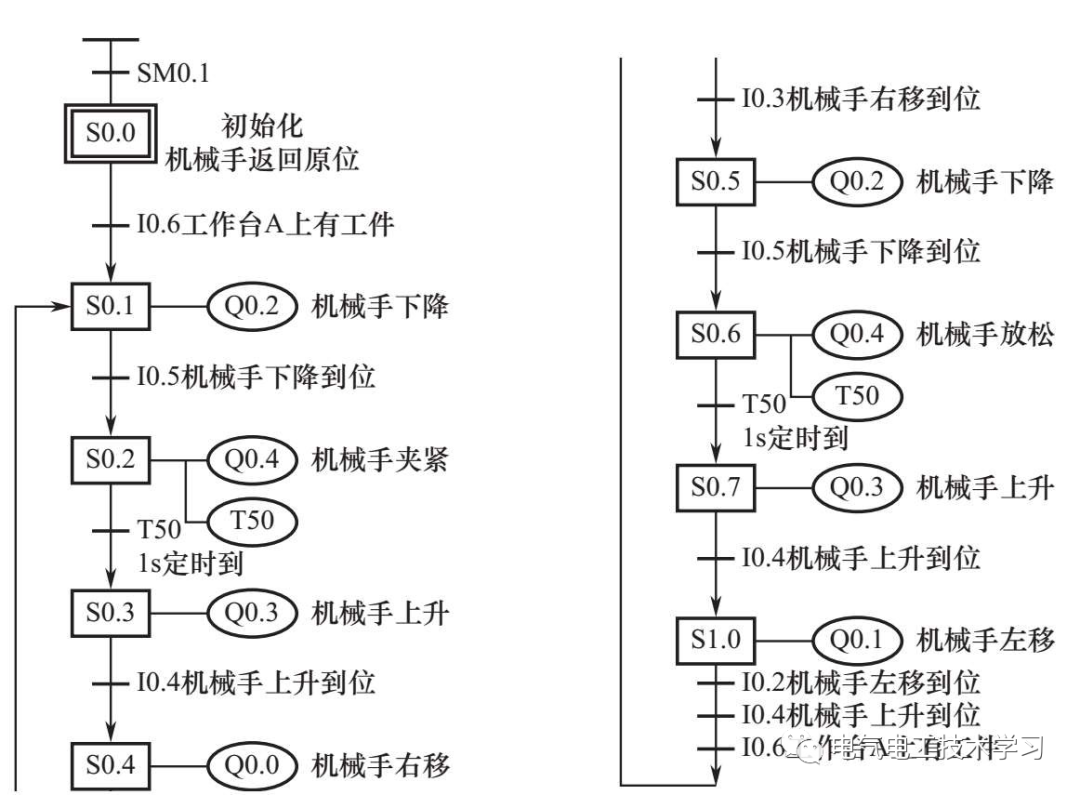
I0.3機(jī)械手右圖移5-到11位 簡易機(jī)械手控制狀態(tài)轉(zhuǎn)移圖
2)繪制梯形圖
啟動編程軟件,按照圖5-11所示的狀態(tài)轉(zhuǎn)移圖編寫梯形圖程序,如圖5-12所示。
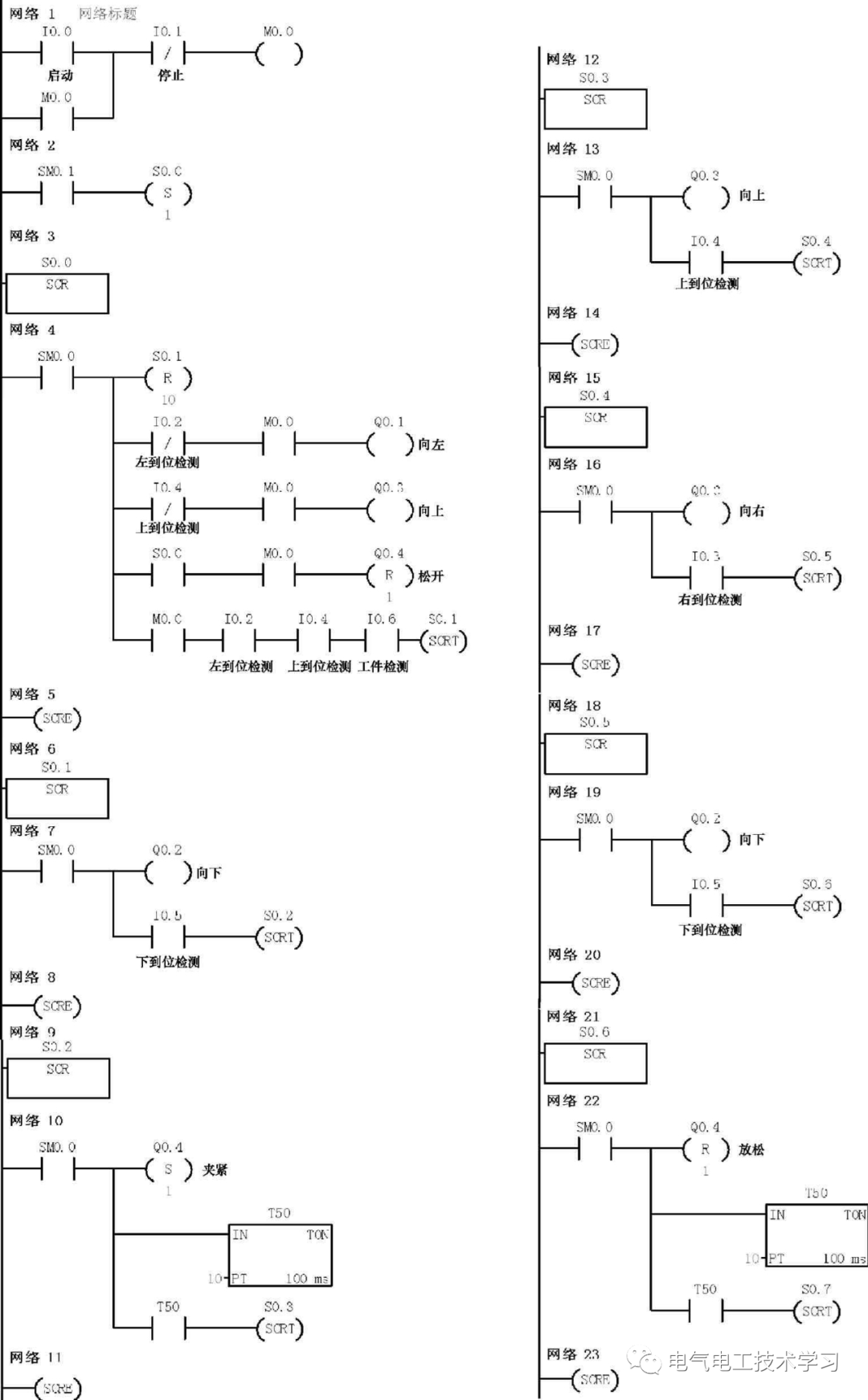
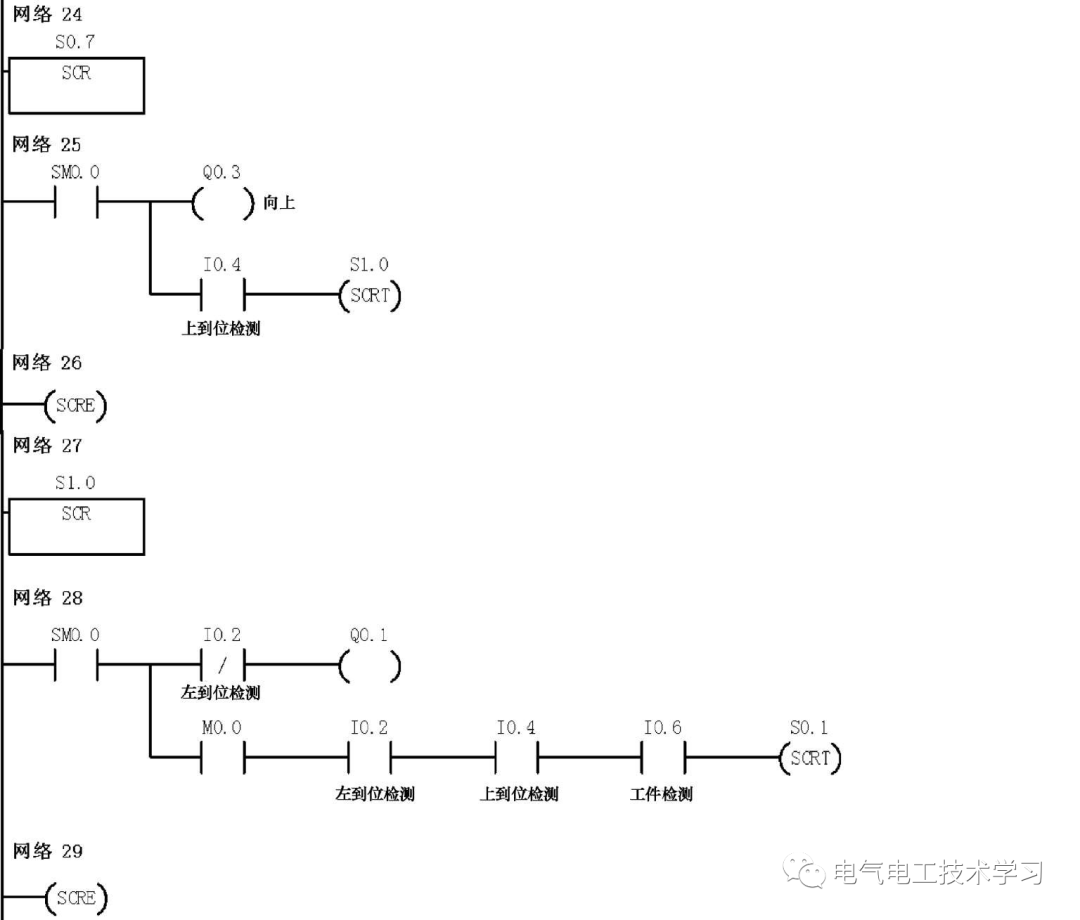
圖5-12 簡易機(jī)械手控制梯形圖程序
下面對照圖5-10所示控制線路圖來說明圖5-12梯形圖的工作原理。
武術(shù)運(yùn)動員在表演武術(shù)時(shí),通常會在表演場地某位置站立好,然后開始進(jìn)行各種武術(shù)套路表演,表演結(jié)束后會收勢成表演前的站立狀態(tài)。同樣地,大多數(shù)機(jī)電設(shè)S備0.5在工作Q0前.2先機(jī)要械處手下于降初始位置(相當(dāng)于運(yùn)動員表演前的站立位置),然后在程序的控制下,機(jī)電I0.設(shè)5機(jī)備械開手下始降各到種位操作,操作結(jié)束又會回到初始位置,機(jī)電設(shè)備的初始位置也稱原點(diǎn)。
(1)工作控制。
當(dāng)PLC啟動時(shí),[2]SM0.1會接通一個(gè)掃描周期,將狀態(tài)繼電器S0.0 S置0.6位,S0Q.00.4程機(jī)序械段手放被松激活,成為活動步程序。
①原T1s5定0 T50 點(diǎn)時(shí)條到件檢測。
機(jī)械手的原點(diǎn)條件是左到位(左限位開關(guān)SQ1 閉合)、上到位(上限位開S0.7關(guān)SQ3Q0閉.3合機(jī))械,手即上機(jī)升械手的初始位置應(yīng)在左上角。若不滿足原點(diǎn)條件,則原點(diǎn)檢測程序會使I0機(jī).4機(jī)械械手手上返升回到位到原點(diǎn),然后才開始工作。
[4]為原點(diǎn)檢測程序,當(dāng)按下啟動按鈕SB1時(shí)→[1]I0.0常開觸點(diǎn)閉合,輔助繼電器M0S1.0.0線圈Q得0.1電,機(jī)械M手0左.0移自鎖觸點(diǎn)閉合,鎖定供電,同時(shí)[4]M0.0常開觸點(diǎn)閉合,因S0.0狀態(tài)I0器.4機(jī)被械手置上位升,到位故S0.0常開觸點(diǎn)閉合,Q0.4線圈復(fù)位,接觸器KM5線圈失電,機(jī)械手夾緊線I0.圈6工失作臺電A而上有放工松件,[4]中的其他M0.0常開觸點(diǎn)也均閉合。若機(jī)械手未左到位,開關(guān)SQ1斷開,[4]I0.2常閉觸點(diǎn)閉合,Q0.1線圈得電,接觸器KM1線圈得電,通過電動機(jī)M1驅(qū)動機(jī)械手左移,左移到位后SQ1閉合,[4]I0.2常閉觸點(diǎn)斷開;若機(jī)械手未上到位,開關(guān)SQ3斷開,[4]I0.4常閉觸點(diǎn)閉合,Q0.3線圈得電,接觸器KM4線圈得電,通過電動機(jī)M2驅(qū)動機(jī)械手上升,上升到位后SQ3閉合,[4]I0.4常閉觸點(diǎn)斷開。如果機(jī)械手左到位、上到位且工位A有工件(開關(guān)SQ5閉合),則[4]I0.2、I0.4、I0.6常開觸點(diǎn)均閉合,執(zhí)行“SCRT S0.1”指令,使S0.1程序段成為活動步程序,程序轉(zhuǎn)移至S0.1程序段,開始控制機(jī)械手搬運(yùn)工件。
②機(jī)械手搬運(yùn)工件控制。
S0.1程序段成為活動步程序后,[7]SM0.0常ON觸點(diǎn)閉合→Q0.2線圈得電,KM3線圈得電,通過電動機(jī)M2驅(qū)動機(jī)械手下移,當(dāng)下移到位后,下到位開關(guān)SQ4閉合,[7]I0.5常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.2”指令,程序轉(zhuǎn)移至S0.2程序段→[10]SM0.0常ON觸點(diǎn)閉合,Q0.4線圈被置位,接觸器KM5線圈得電,夾緊線圈YV得電將工件夾緊,與此同時(shí),定時(shí)器T50開始1s計(jì)時(shí)→1s后,[10]T50常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.3”指令,程序轉(zhuǎn)移至S0.3程序段→[13]SM0.0常ON觸點(diǎn)閉合→Q0.3線圈得電,KM4線圈得電,通過電動機(jī)M2驅(qū)動機(jī)械手上移,當(dāng)上移到位后,開關(guān)SQ3閉合,[13]I0.4常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.4”指令,程序轉(zhuǎn)移至S0.4程序段→[16]SM0.0常ON觸點(diǎn)閉合→Q0.0線圈得電,KM1線圈得電,通過電動機(jī)M1驅(qū)動機(jī)械手右移,當(dāng)右移到位后,開關(guān)SQ2閉合,[16]I0.3常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.5”指令,程序轉(zhuǎn)移至S0.5程序段→[19]SM0.0常ON觸點(diǎn)閉合→Q0.2線圈得電,KM3線圈得電,通過電動機(jī)M2驅(qū)動機(jī)械手下降,當(dāng)下降到位后,開關(guān)SQ4閉合,[19]I0.5常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.6”指令,程序轉(zhuǎn)移至S0.6程序段→[22]SM0.0常ON觸點(diǎn)閉合→Q0.4線圈被復(fù)位,接觸器KM5線圈失電,夾緊線圈YV失電將工件放下,與此同時(shí),定時(shí)器T50開始1s計(jì)時(shí)→1s后,[22]T50常開觸點(diǎn)閉合,執(zhí)行“SCRT S0.7”指令,程序轉(zhuǎn)移至S0.7程序段→[25]SM0.0常ON觸點(diǎn)閉合→Q0.3線圈得電,KM4線圈得電,通過電動機(jī)M2驅(qū)動機(jī)械手上升,當(dāng)上升到位后,開關(guān)SQ3閉合,[25]I0.4常開觸點(diǎn)閉合,執(zhí)行“SCRT S1.0”指令,程序轉(zhuǎn)移至S1.0程序段→[28]SM0.0常ON觸點(diǎn)閉合→Q0.1線圈得電,KM2線圈得電,通過電動機(jī)M1驅(qū)動機(jī)械手左移,當(dāng)左移到位后,開關(guān)SQ1閉合,[28]I0.2常閉觸點(diǎn)斷開,Q0.1線圈失電,機(jī)械手停止左移,同時(shí)[28]I0.2常開觸點(diǎn)閉合,如果上到位開關(guān)SQ3(I0.4)和工件檢測開關(guān)SQ5(I0.6)均閉合,則執(zhí)行“SCRT S0.1”指令,程序轉(zhuǎn)移至S0.1程序段→[7]SM0.0常ON觸點(diǎn)閉合, Q0.2線圈得電,開始下一次工件搬運(yùn)。若工位A無工件,則SQ5斷開,機(jī)械手會停在原點(diǎn)位置。
(2)停止控制。
當(dāng)按下停止按鈕SB2時(shí)→[1]I0.1常閉觸點(diǎn)斷開→輔助繼電器M0.0線圈失電→[1]、[4]、[28]中的M0.0常開觸點(diǎn)均斷開,其中[1]M0.0常開觸點(diǎn)斷開解除M0.0線圈供電,[4]、[28]M0.0常開觸點(diǎn)斷開均會使“SCRT S0.1”指令無法執(zhí)行,也就無法轉(zhuǎn)移至S0.1程序段,機(jī)械手不工作。
-
plc
+關(guān)注
關(guān)注
5029文章
13677瀏覽量
471713 -
電動機(jī)
+關(guān)注
關(guān)注
75文章
4148瀏覽量
98168 -
PLC控制
+關(guān)注
關(guān)注
9文章
253瀏覽量
27767 -
程序
+關(guān)注
關(guān)注
117文章
3819瀏覽量
82331 -
機(jī)械手
+關(guān)注
關(guān)注
7文章
344瀏覽量
30178
原文標(biāo)題:PLC經(jīng)典實(shí)例:簡易機(jī)械手的PLC控制線路與程序詳解
文章出處:【微信號:PLC與自控設(shè)備,微信公眾號:PLC與自控設(shè)備】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
運(yùn)動控制模塊:Delta機(jī)械手柔性上下料開發(fā)零門檻!

如何使用PLC控制myCobot 320機(jī)械臂

案例分析,搬運(yùn)機(jī)械手如何選擇電機(jī)?
LabVIEW運(yùn)動控制(一):EtherCAT運(yùn)動控制器的SCARA機(jī)械手應(yīng)用
經(jīng)典的PLC項(xiàng)目案例詳解

機(jī)器視覺運(yùn)動控制一體機(jī)在DELTA并聯(lián)機(jī)械手視覺上下料應(yīng)用
機(jī)械手 OEM 的應(yīng)用
“快、準(zhǔn)、穩(wěn)”——阿普奇AK5在機(jī)械手領(lǐng)域的應(yīng)用解決方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論