 如何制作一個定制數字手表
如何制作一個定制數字手表
步驟1:電子設計
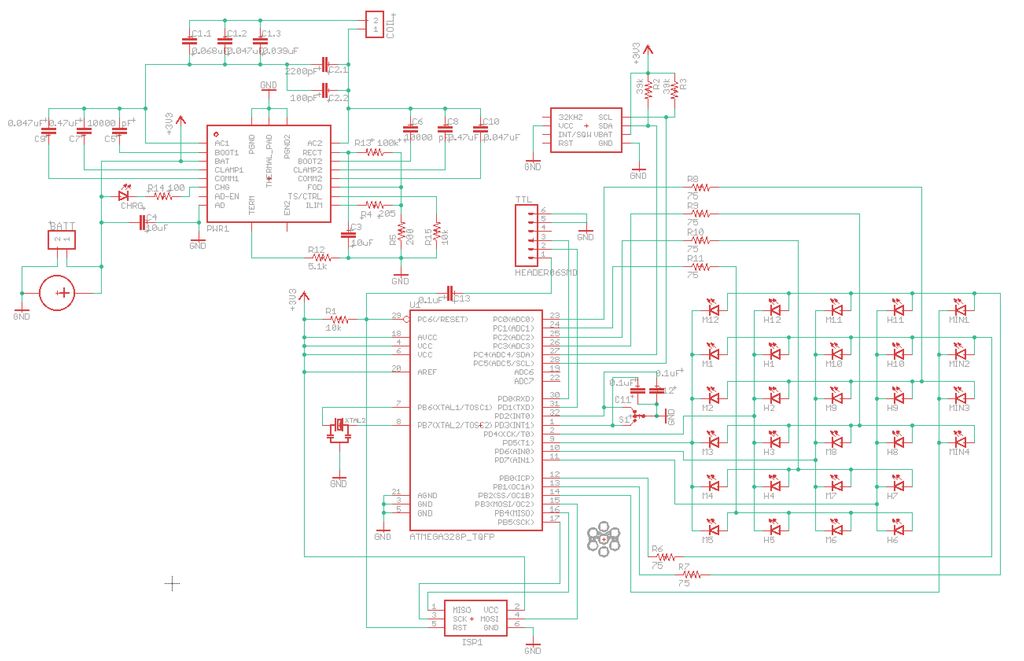
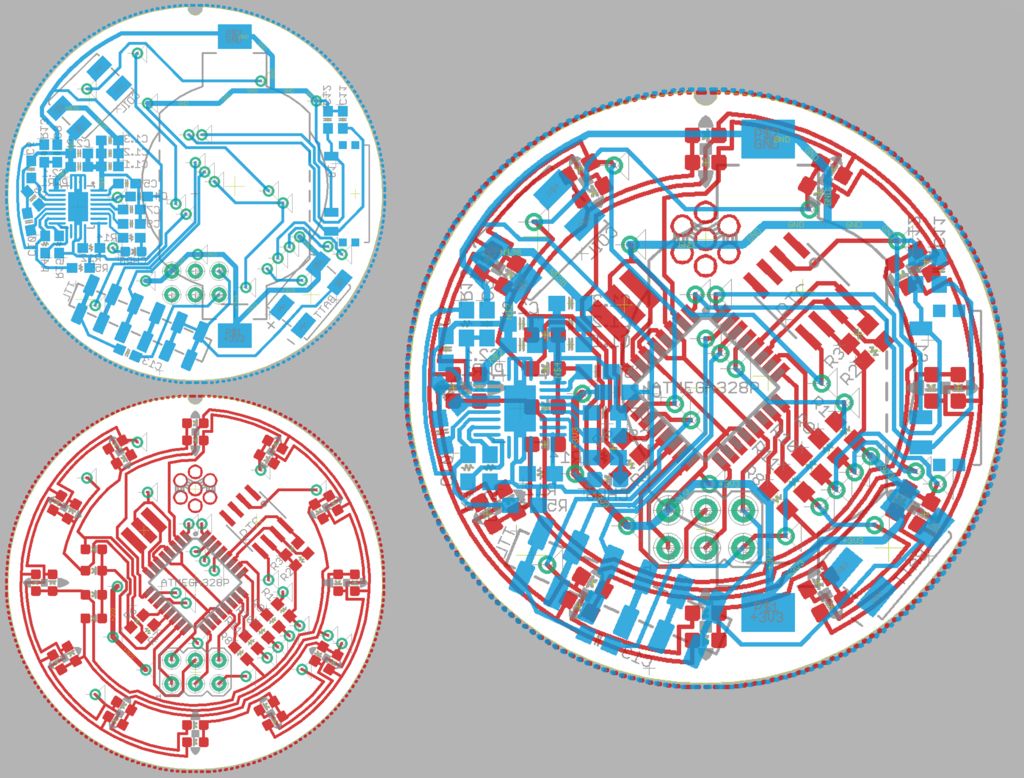
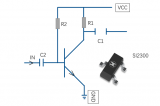
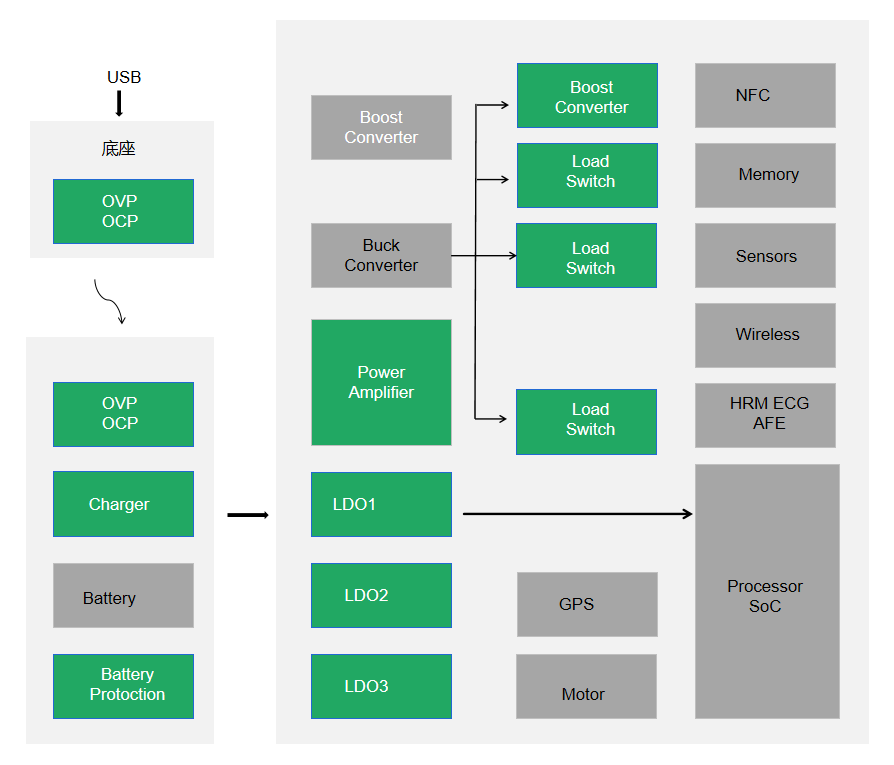
此步驟概述了電子設備的細節。第一張圖是電氣原理圖,顯示了所有部件的輪廓。第二張圖顯示了電路板的排列方式,頂部是紅色的,底部是藍色的。
對于所有電子部件的確切材料清單以及我購買的地方感興趣的人,我已經附加了帶鏈接的excel文件,而不是讓每個人都按長列表滾動。
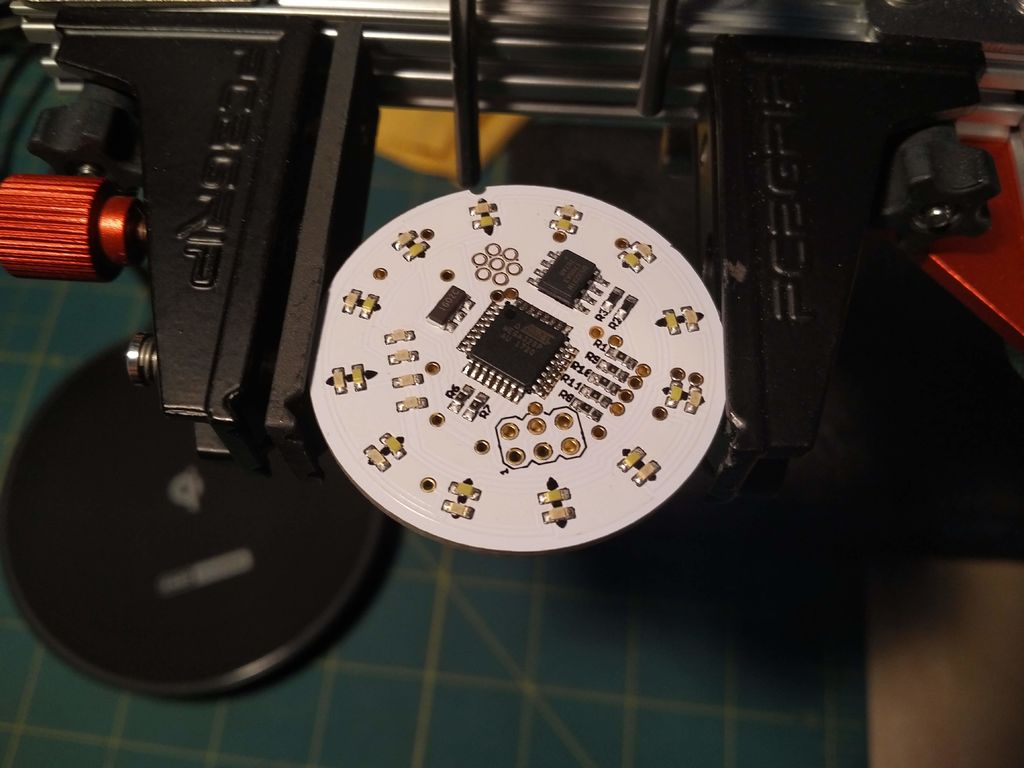
我想讓電路板的頂部保持相對清晰,設計美觀一致,所以我把微控制器放在中間并排列了RTC,晶體和電阻器。 LED環繞在外面,甚至外圍的走線也體現了圓形設計美感。
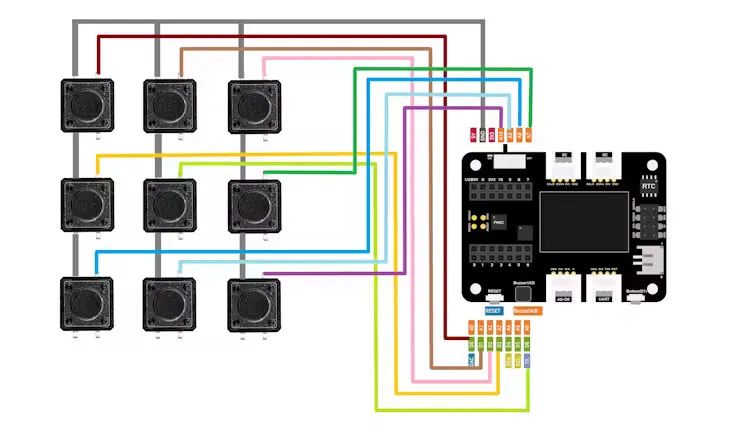
要將LED與微控制器連接,它們可以排列成網格,需要12個數字I/O引腳來驅動它們。我還想使用實時時鐘(RTC)來保持時間,這樣我就可以將微控制器置于深度睡眠狀態以節省電量。 RTC使用的功率遠低于微控制器,兩次充電之間最多可使用5天。要與微控制器通信,RTC需要I2C通信。我之所以選擇ATMEGA328P,是因為它滿足了這些要求,而且我已經熟悉了它(它也被許多Arduinos使用)。
要與手表交互,用戶需要某種開關,所以我找到了一個雙向滑動開關,使用彈簧返回中心。使用固定螺絲將外部滑動開關連接到電氣開關。
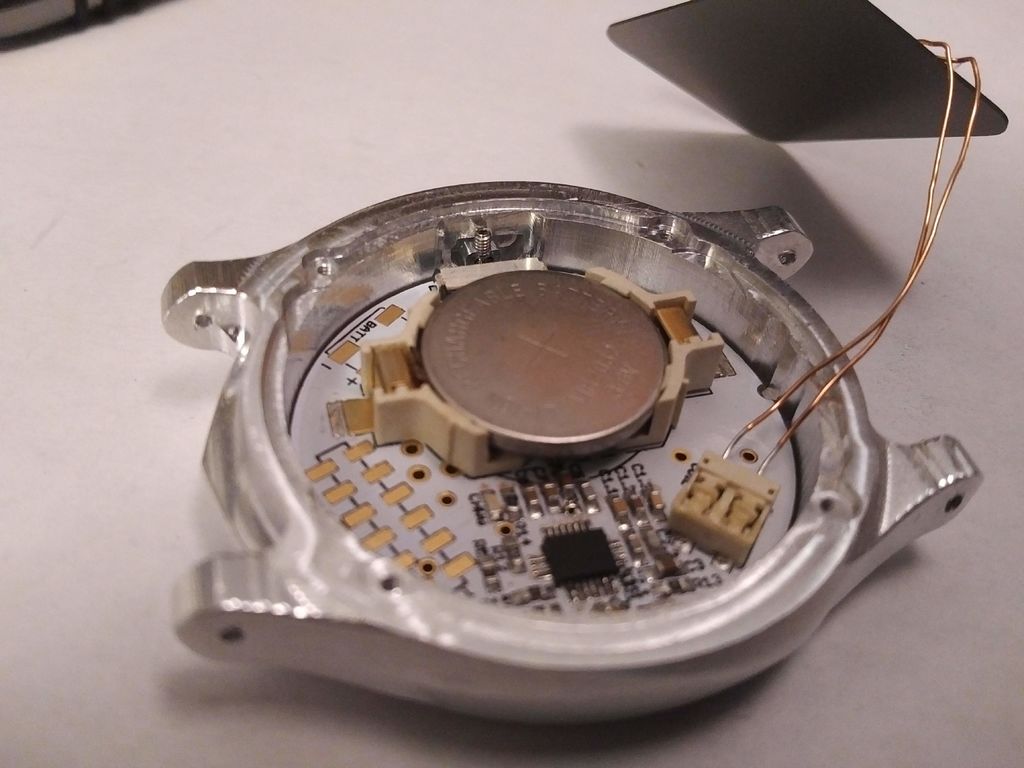
我決定使用鋰電池為所有電源供電,并使用Qi感應充電為其充電。我想避免使用任何類型的連接器來為手表充電,因為它們具有開口以允許污垢和水進入并且可能隨著時間的推移而腐蝕,因此非常靠近皮膚。在閱讀了比任何人想要的更多的數據表之后,我選擇了BQ51050BRHLT。它有很好的參考圖和內置鋰電池充電器(空間非常寶貴)。
由于沒有很好的方法來安排頂部的Qi充電電子設備,我不得不把它放在電池背面板。開關也位于背面,但這是因為它是連接外部開關的更好位置。
第2步:電子裝配
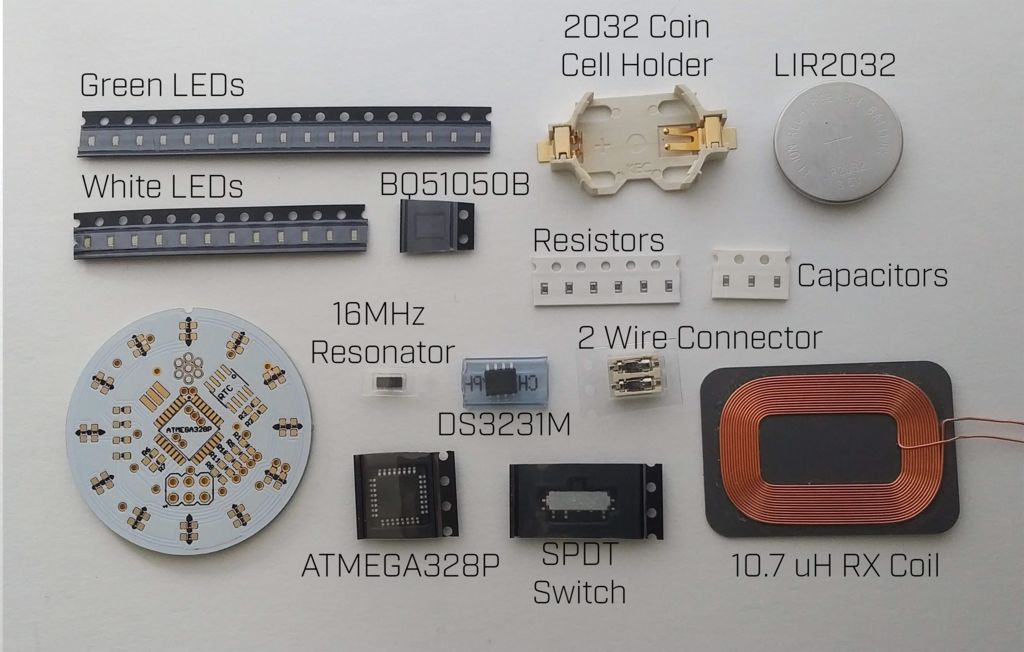

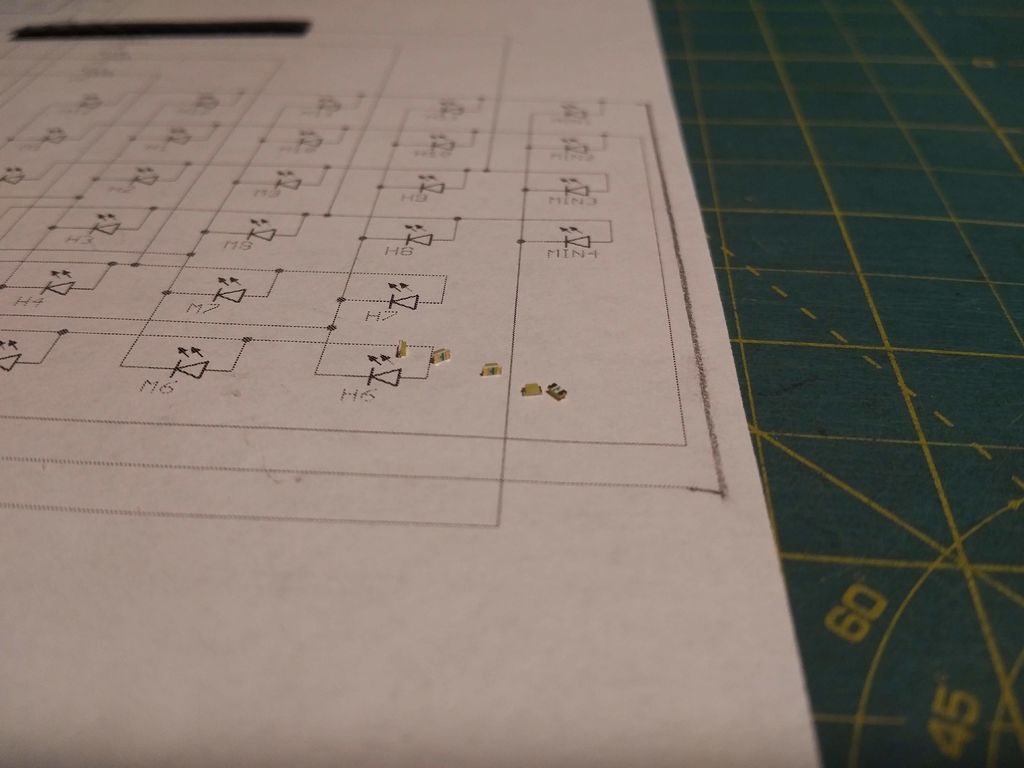
我在第一張照片中安排了幾乎所有的電子產品。我確實遺漏了幾個電容器和電阻器,因為它們看起來非常相似,容易混淆或丟失。
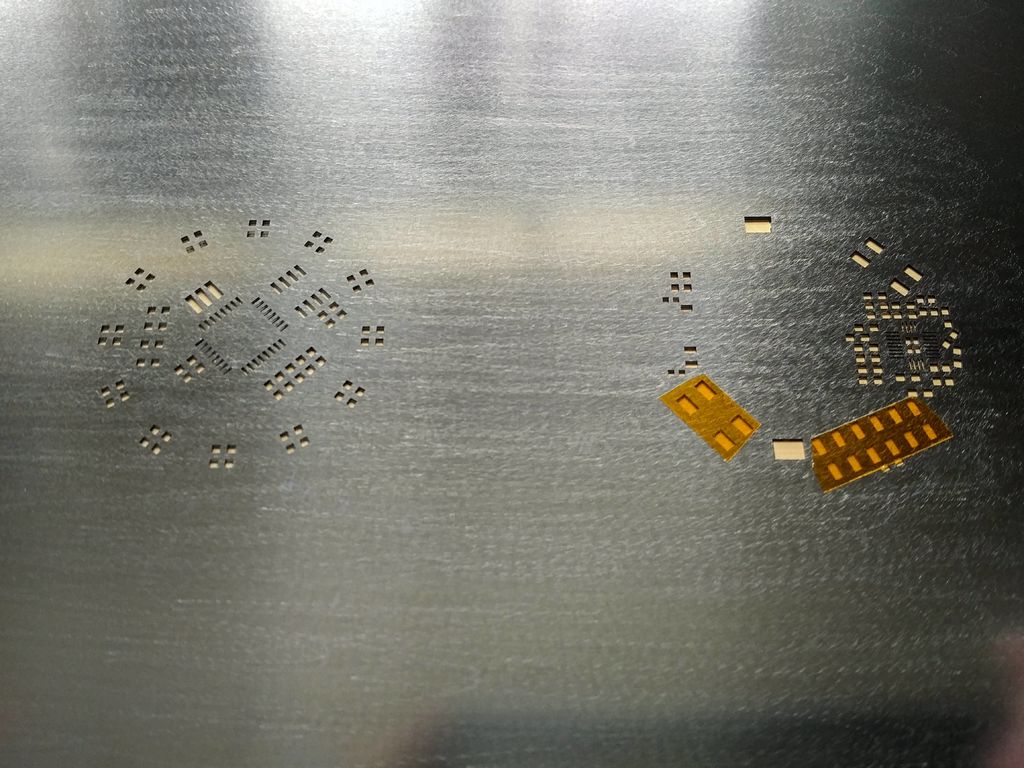
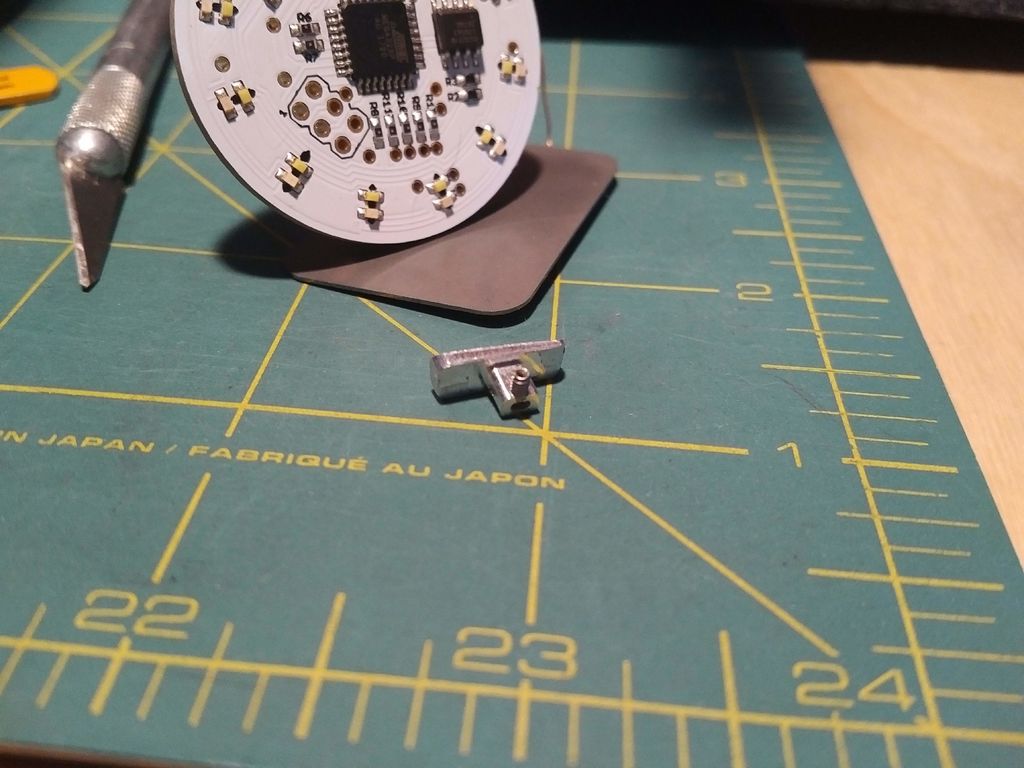
為了焊接焊盤,我將使用焊接模板。我很快在第二張照片中制作了支架,以便讓電路板在模板下對齊,但有幾種更簡單的選擇,最簡單的是膠帶。
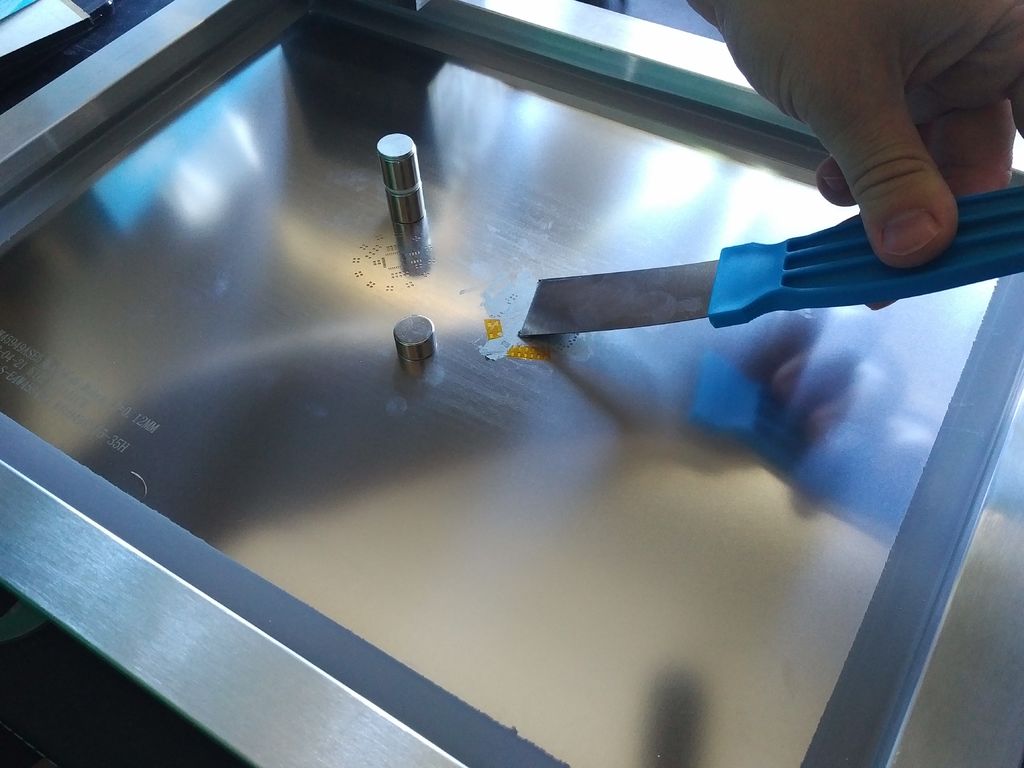
第三張照片顯示模板在電路板上對齊。第四張圖片顯示將焊膏涂抹在模板的孔中。使用焊料后,模板直接抬起是很重要的。這張照片還揭示了我這樣做的臨時方式,因為我之前從未使用過模版。下次我不買框架。如果只是在沒有框架的情況下沿著一條邊緣粘貼較小的紙張,生活和學習會更容易。
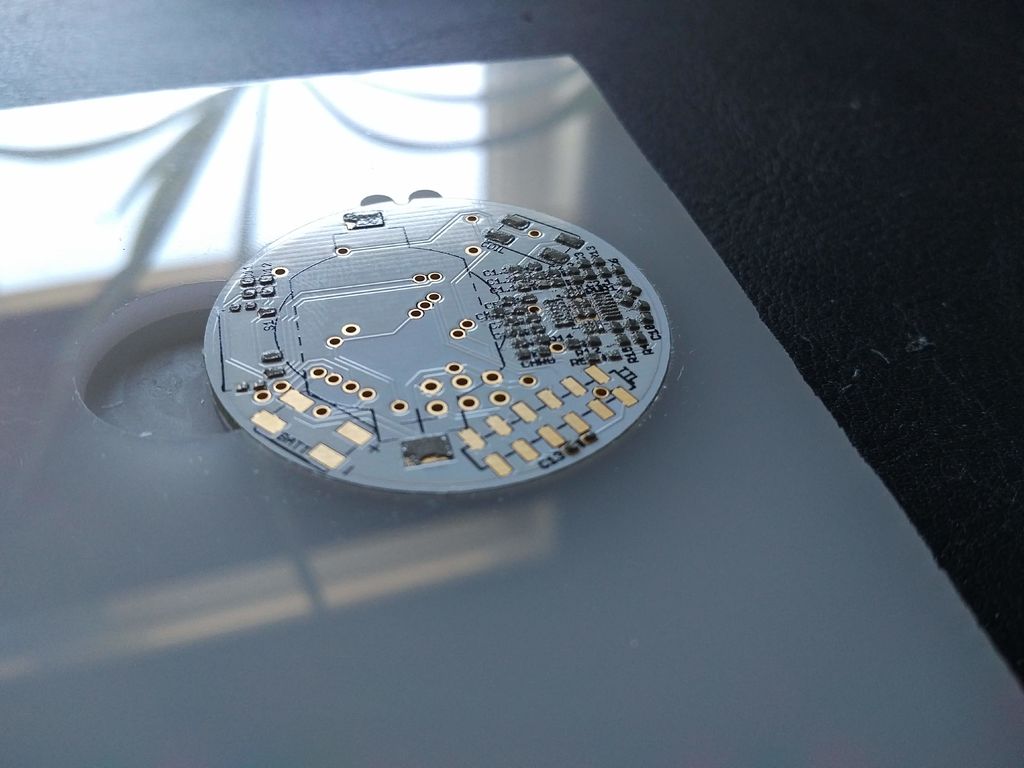
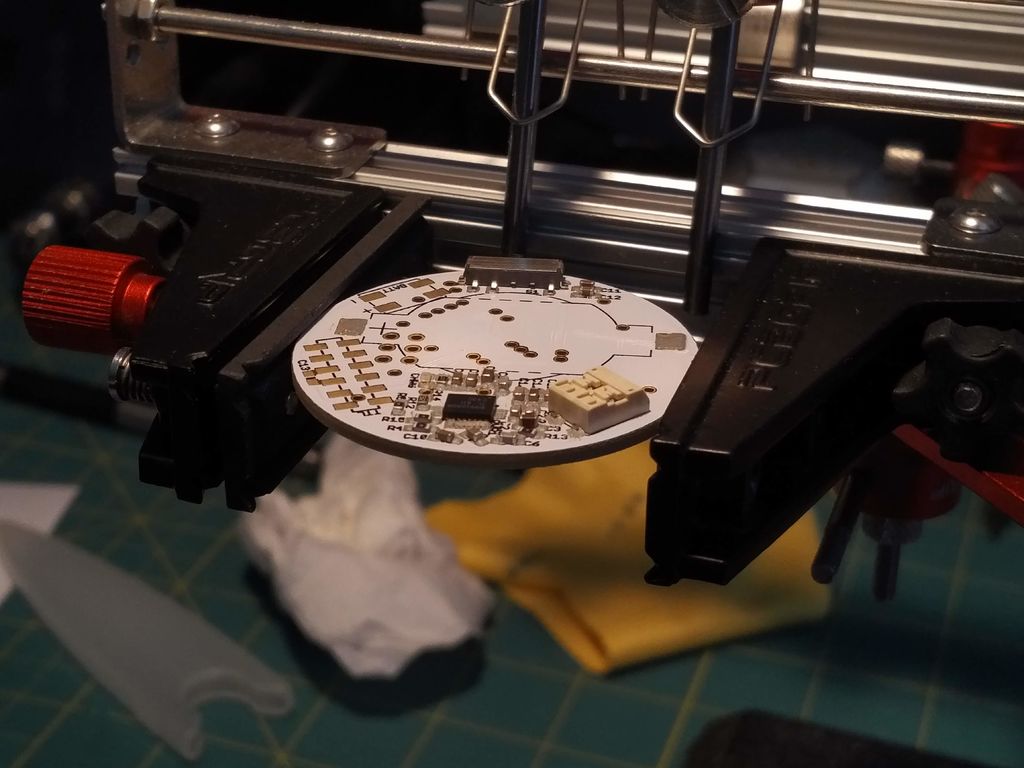
現在這是一項繁瑣而艱巨的任務;用一把鑷子將每個部件放在電路板上。圖7顯示了放置的部件,圖8顯示了焊接部件。
代替第6張圖片的視頻顯示了焊接過程。我使用設置為450℃的熱風焊接臺來熔化焊料而不會干擾部件,或者可以使用焊接烤箱來做同樣的事情。焊接底部后,使用萬用表設置為導通模式,以檢查IC上相鄰引腳之間的短路。當發現短路時,使用烙鐵將其拖離芯片并將其斷開。
當焊接時,重要的是在進入熔體之前將板慢慢加熱幾分鐘。否則熱沖擊會破壞零件。如果您不熟悉這種方法,我建議您查看更詳細的說明。
接下來,必須將線圈連接到2線連接器并將其固定在充電底座上。如果一切順利,綠色充電指示燈應亮約一秒鐘然后熄滅。如果連接了電池,綠色充電指示燈應保持亮起,直至完成充電。
充電按預期工作后,焊接電路板頂部的過程相同。對于圖9中LED的注釋,LED底部有一個小標記,用于顯示方向。小線出現的一側是LED原理圖中三角形的窄端。對于您使用的每個表面貼裝LED,檢查這一點非常重要,因為不同制造商之間的標記會有所不同。
步驟3:電子編程和測試
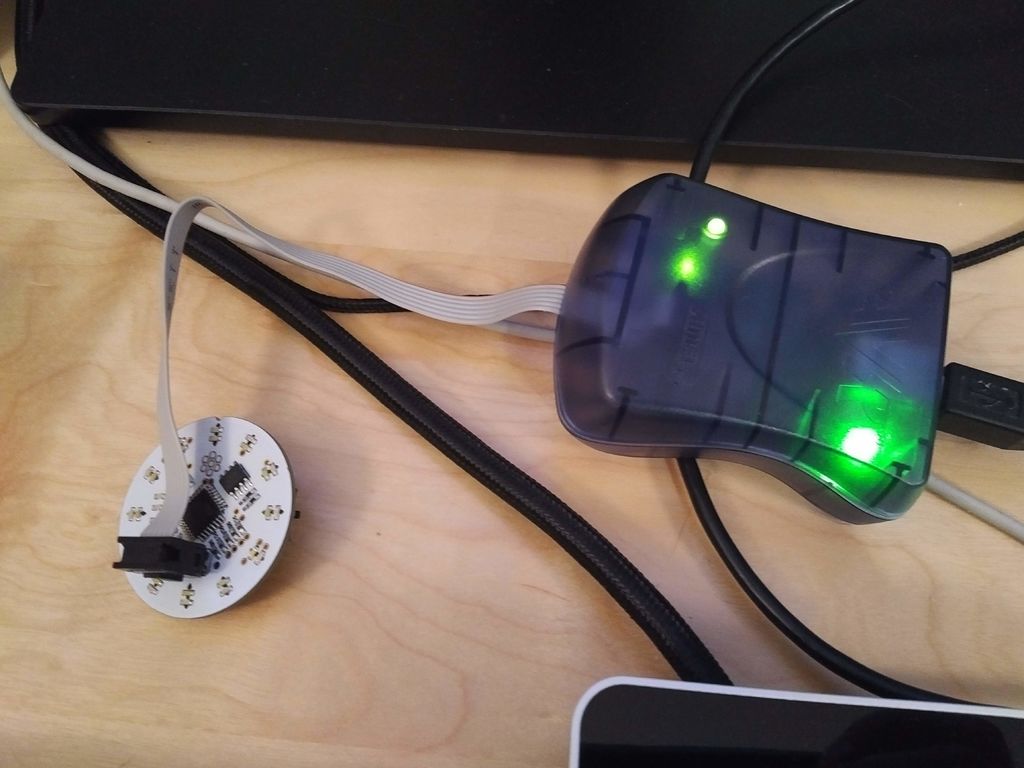

使用AVRISP mkII對微控制器進行編程(在Arduino IDE中單擊上傳時按住shift)。也可以使用它來正常刻錄引導加載程序,并使用FTDI電纜使用手表背面的串行連接。但是通過繞過引導程序并直接使用AVR ISP mkII進行編程,代碼可以在啟動時更快地啟動。
我也已將代碼附加到此步驟。如果有人想要更深入,我已經評論了代碼來解釋每個部分的作用。代碼的一般結構是狀態機。每個狀態都有一段運行的代碼以及移動到不同狀態的條件。
控制I/O引腳的大部分代碼直接控制寄存器,它有點難以讀取但是它執行速度比digital.Write或Read快10倍。
步驟4:加工設置


表殼的加工設置是相當復雜并需要做好準備。
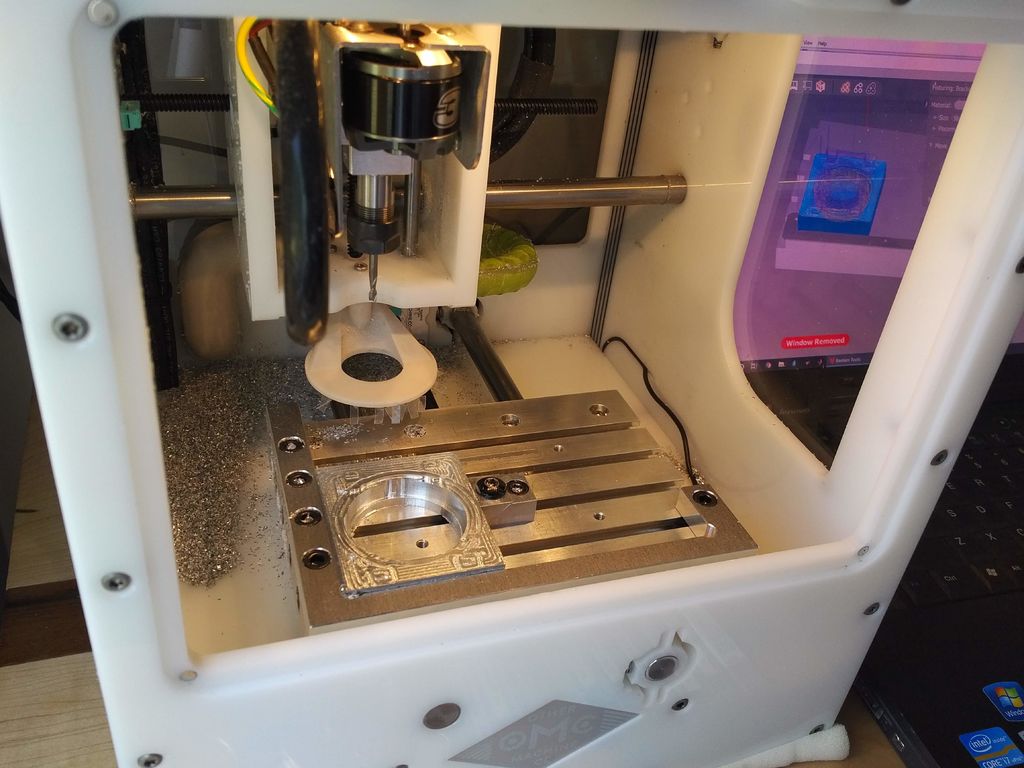
我正在使用的工廠是帶有腳趾夾具套件的Othermill v2(現稱為Bantam Tools)。夾具允許我從側面握住工件,我用于第一次設置。
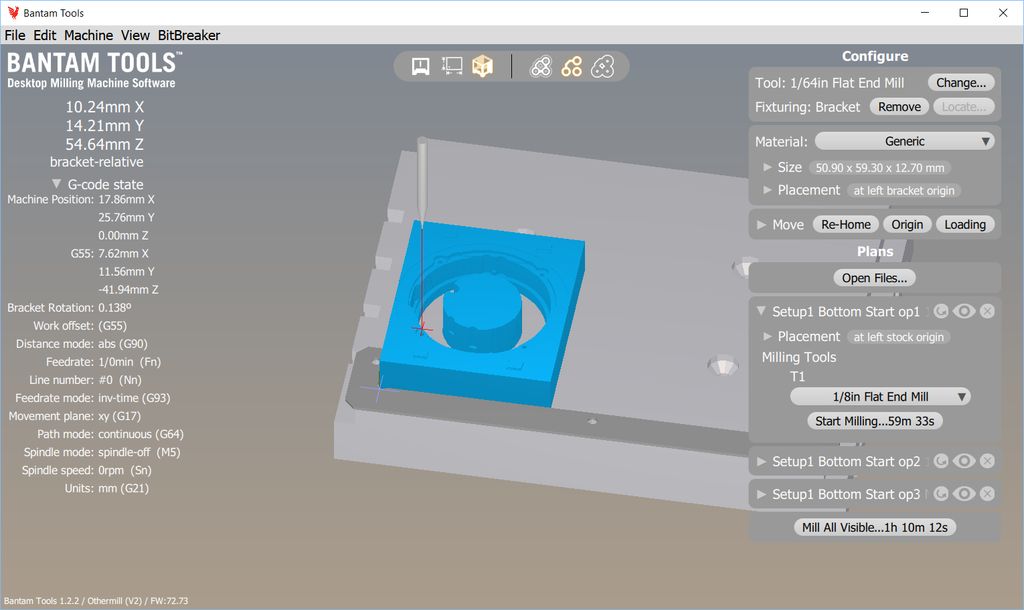
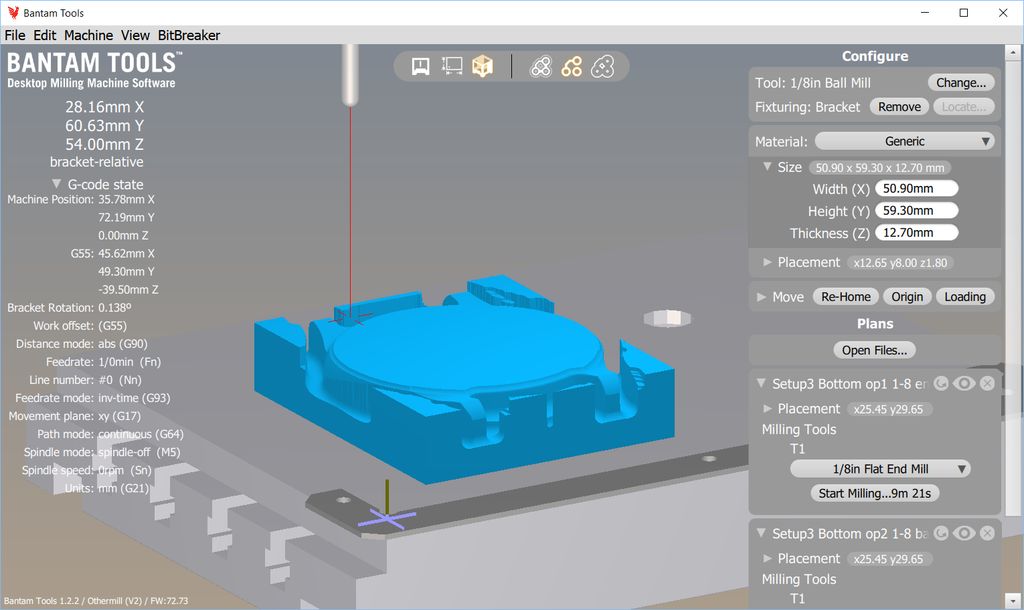
手表加工在三個設置中完成。第一種設置只是將起始材料夾在CNC床上,磨機切出表的內部形狀并去掉一些表面。加工軟件設置可以在第6張圖片中看到。
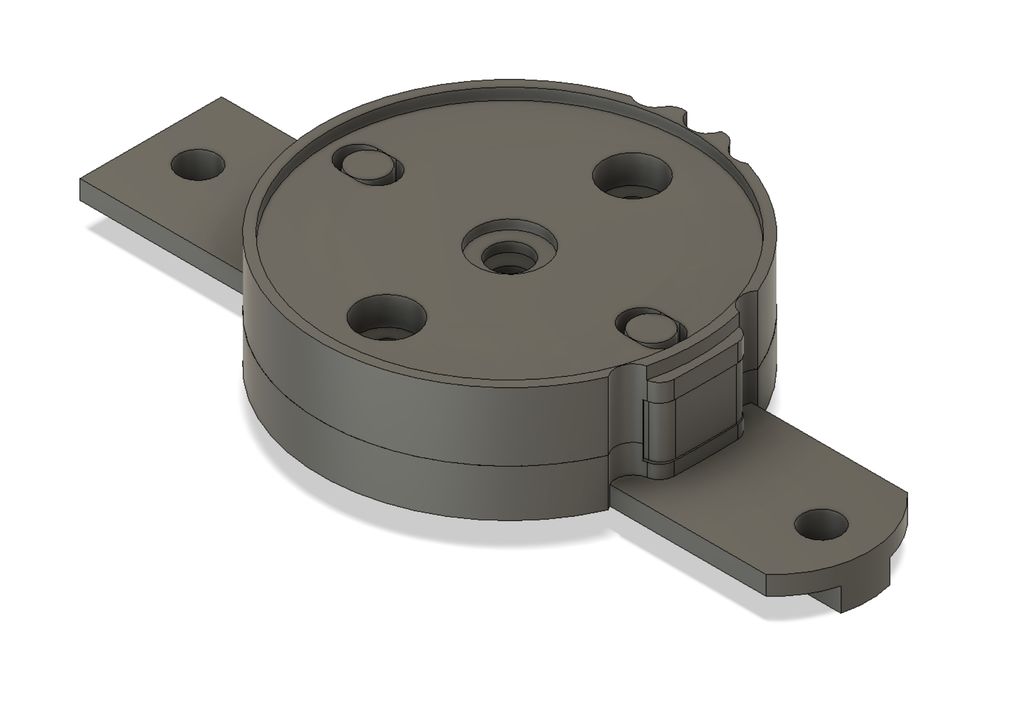
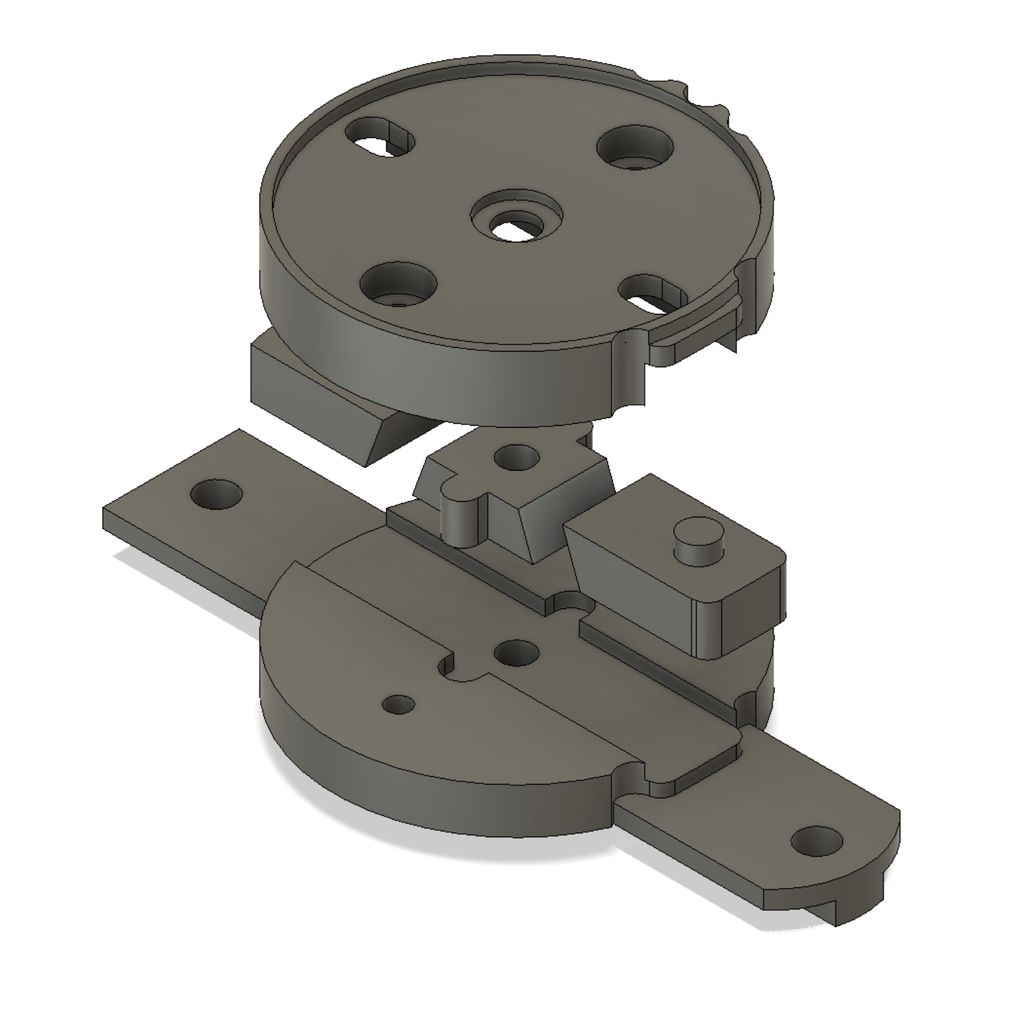
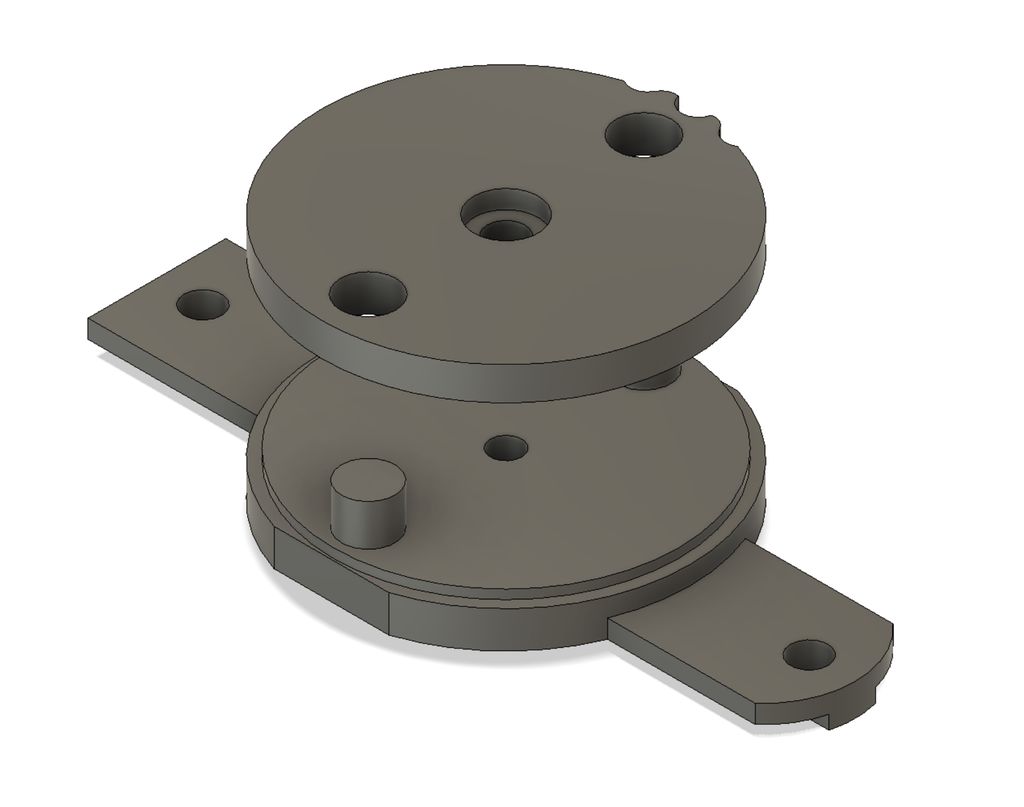
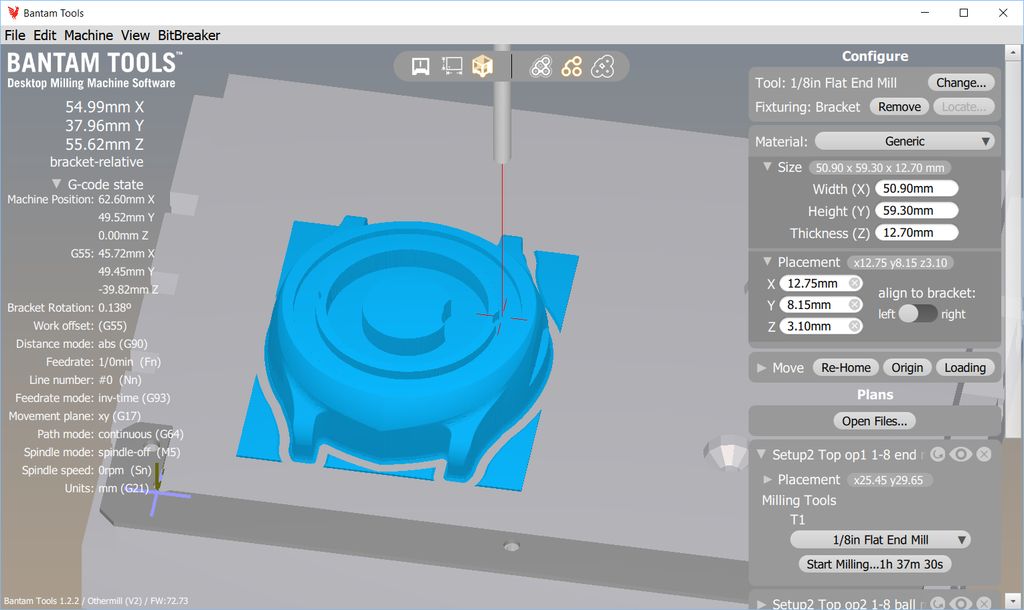
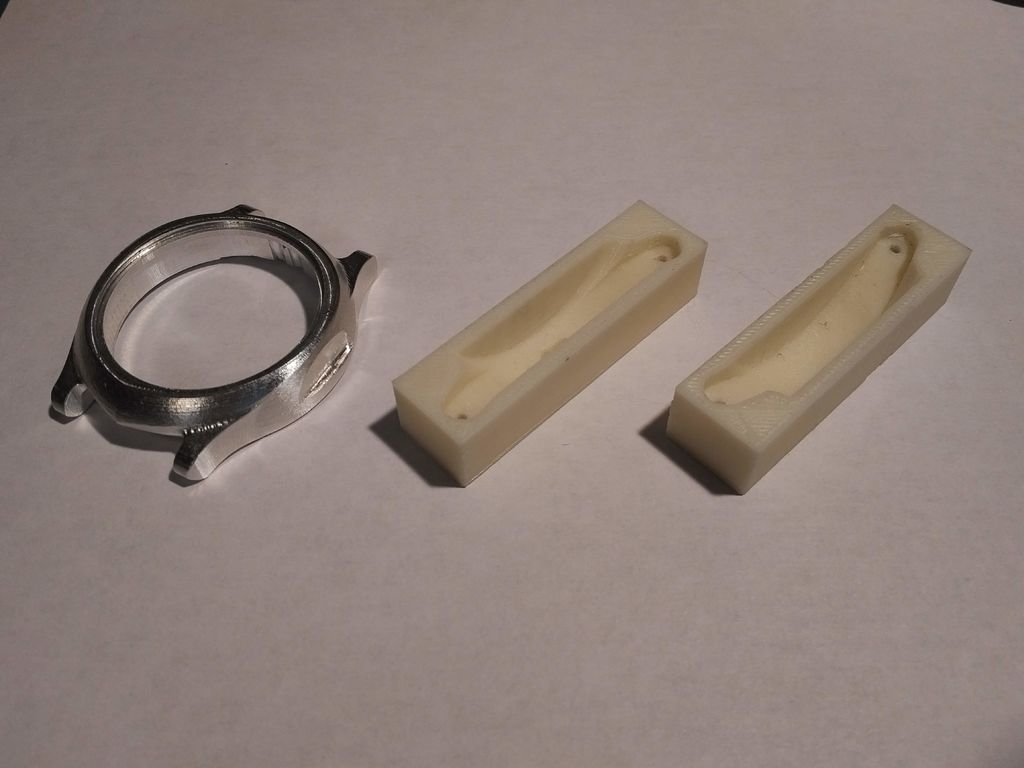
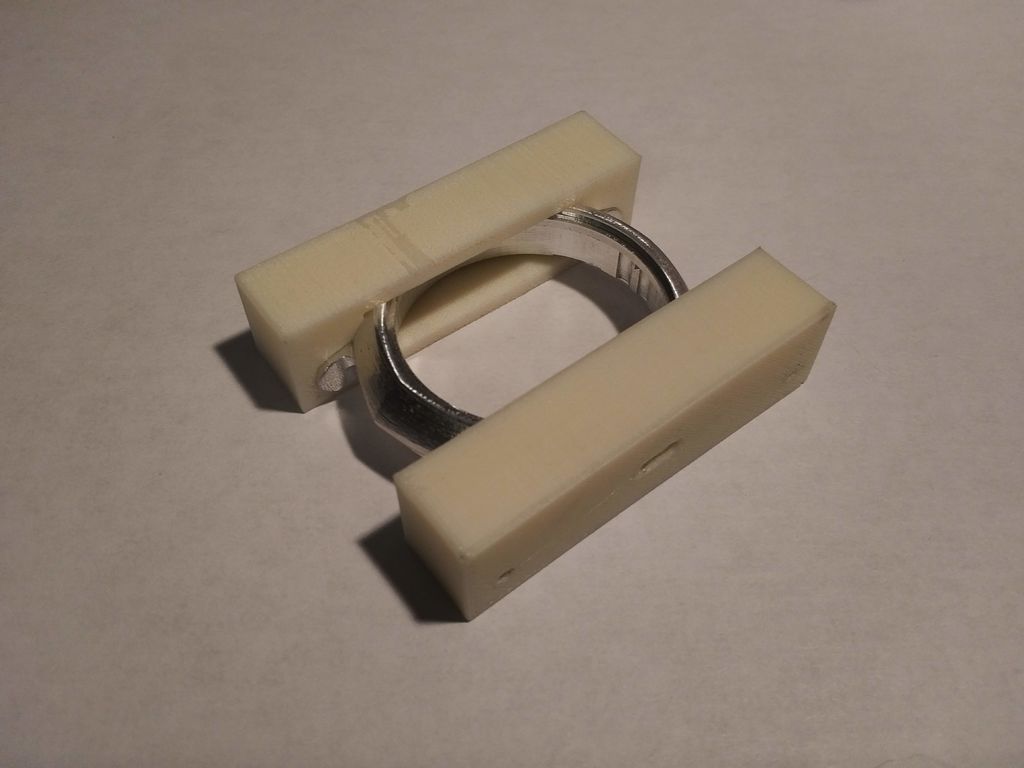
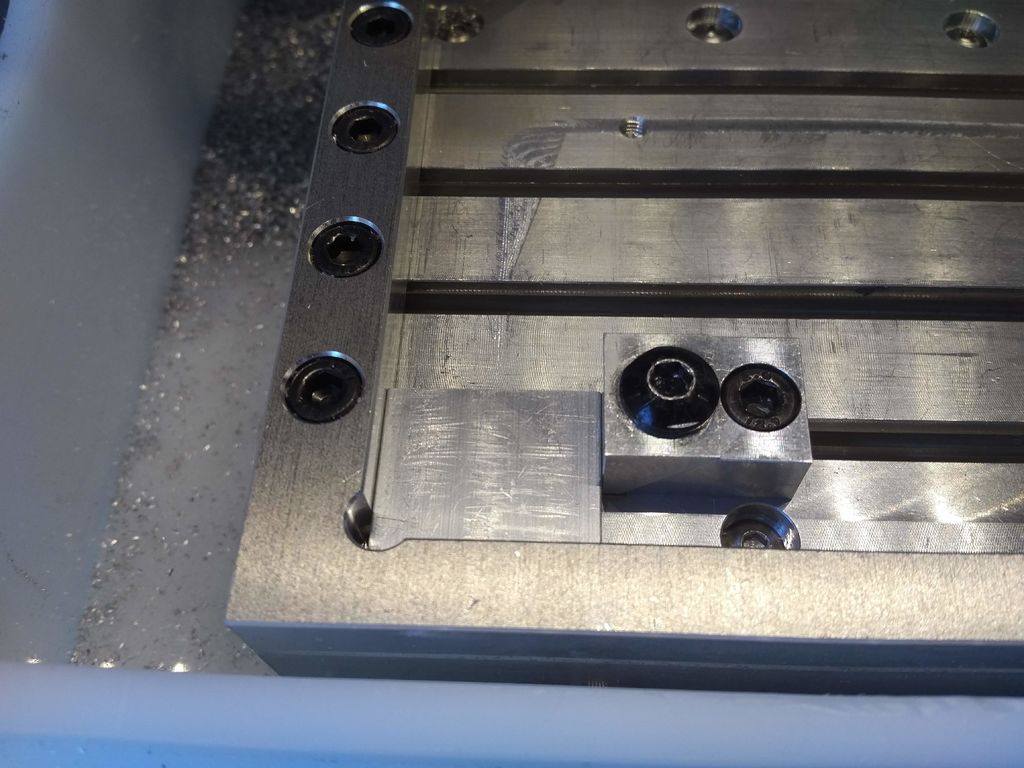
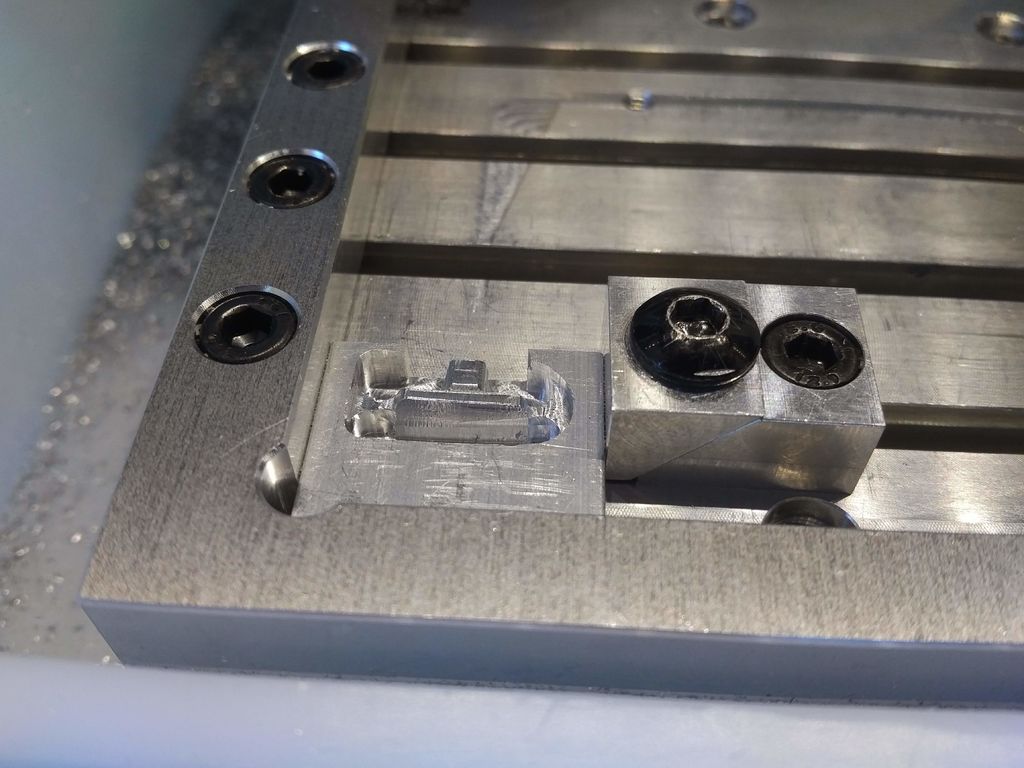
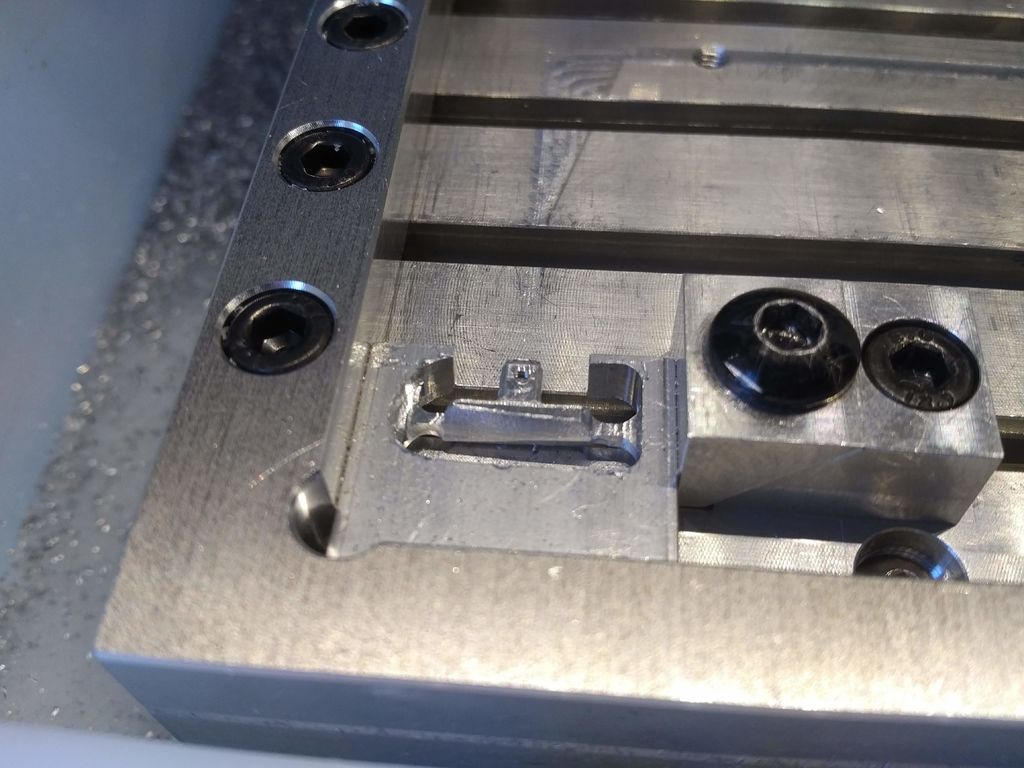
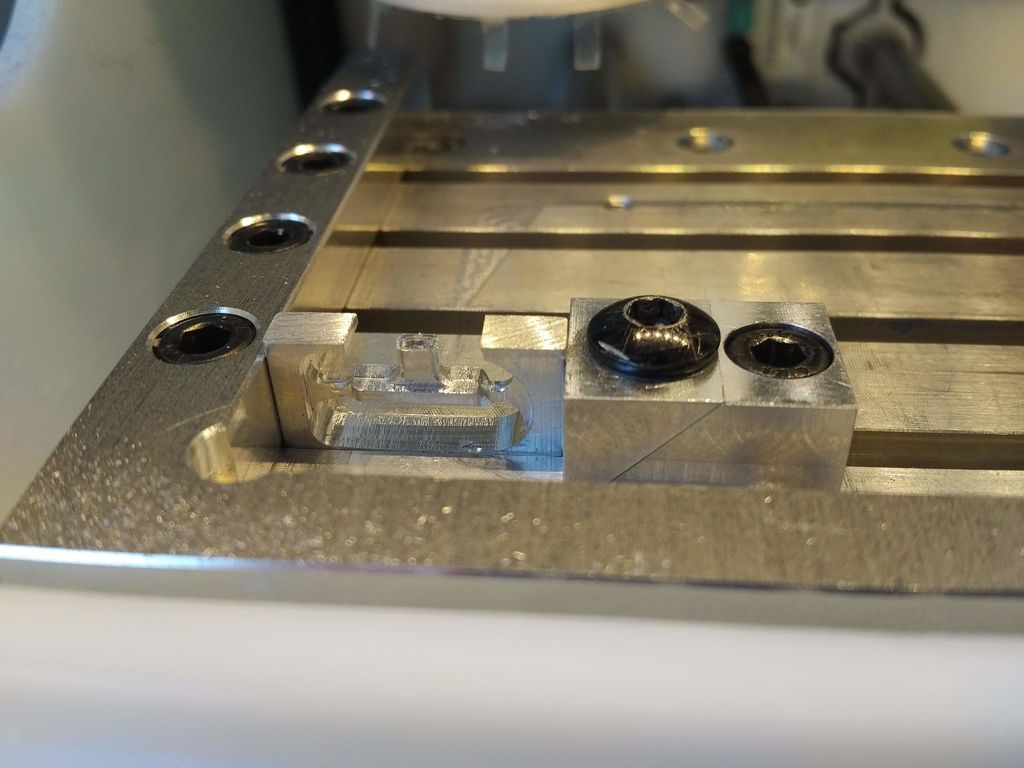
第二種設置需要一個定制夾具來從內部固定表殼,因此可以切割表的整個頂部外形。自定義夾具可以在第一張圖片中看到,第二張圖片中帶有分解視圖。小中心件有一個螺紋孔,因此當擰緊螺釘時,它會抬起工件并迫使兩個側面件進入表殼,將其固定到位。第二種設置的加工軟件如圖7所示。
第三種設置需要另一個定制夾具來固定手表;這個稍微簡單一些。夾具由一個底座和一塊放在手表內部的部件組成。手表內部的部件在底座上有兩個支柱,并且螺釘固定到位以便將表殼倒置。
我用較大的鋁塊加工夾具件,并通過卡舌將它們連接起來。在加工兩面后,我用滾動鋸切割標簽并將它們平滑打磨。
我已經包含了用于制作所有零件的fusion360 CAD文件(包括表殼和側面開關),但如果你試圖制作零件,請使用自己的判斷。如果出現問題并且中斷,我不負責任。
提示使夾具更加準確:首先加工與機器接口的任何部件,然后將其放在最后的位置,然后將其加工到最終尺寸。這可以確保許多小錯誤不會使表殼復位并將表殼放在錯誤的位置。這一知識是由一堆廢鋁帶給你的。
第五步:加工案例






起始鋁坯可以在第一張圖片中看到。我使用1-1/4“孔鋸去除中心,這節省了相當多的加工時間。
如上一步所述,有3種設置來加工表殼。第一次設置加工后見圖2.我首先使用1 1/8“立銑刀(底部平放)去除大部分材料。然后我切換到1/32“立銑刀切割4個螺孔。要切割螺孔中的螺紋,然后使用M1.6螺紋銑刀(來自Harvey工具)。我使用的具體設置包含在Fusion360 CAD文件。
圖3顯示了加工完成后的第二個設置,第4個圖片顯示了加工前的第三個設置。
第二個設置是使用1/8“立銑刀加工去除大部分材料然后我快速使用1/8“球磨機(圓端)切割曲面。第三種設置的操作也是相同的。
第二種設置需要使用另一種專用工具,一種帶有改良心軸的3/4“縱切鋸,因此它可以與表殼緊密貼合切割鋸以16500轉/分鐘的速度旋轉,以30毫米/分鐘的速度移動。這個速度推動了其他工具的能力,因此可能需要將其減速更多。此步驟如上圖所示。
如果您想了解有關CNC加工細節的更多信息,我會指出您在YouTube上的NYC CNC,他們比我在這里做得更好。
僅供參考那些知道它意味著什么的人,在1/8“立銑刀的othermill v2上使用的設置是16400 RPM(163.5 m/min),300 mm/min,1 mm切削深度和1.3mm切削寬度。
由于其他工廠沒有足夠的z高度來保持手表側面,我需要手動鉆表帶的孔和側面開關的孔。為了幫助將它們定位在手表不規則形狀的兩側,我在3D上打印了一些指南,如圖5-7所示。為了提高鉆孔精度,必須盡可能將鉆頭放入卡盤中;這使得鉆頭更難徘徊。
側面開關孔是非圓形的形狀,因此在鉆頭開始后需要精煉,這是使用瑞士文件完成的。使用卡尺我測量當前孔并將其歸檔到正確的尺寸。孔應距離頂面4.6 mm,距離底面3.8 mm,距離每個凸耳最遠點25.8 mm。我建議在YouTube上觀看Clickspring以獲取靈感,同時提交漏洞。
第6步:加工側開關

此步驟中使用的文件包含在加工設置中的zip文件中。
側面開關的加工非常類似于MechWatch外殼。使用與殼體相同的設置,使用1/8“立銑刀銑削。接下來在曲面上使用1/8”球磨機,設置與以前相同。
在加工前后的圖片3-4中可以看到第二種設置。 1/8“立銑刀,1/8”球磨機,1/32“立銑刀,然后M1.6螺紋銑刀。(有一個螺紋孔可將其固定在板上的開關上)。
我用一個較大的鋁片來加工開關有兩個原因。第一個原因是我可以夾住兩側而不是意外磨碎固定它的那塊。第二個是當我將它放入槽中進行第三次操作時它可以仍然被鉗制(見圖5)。
第7步:加工案例返回


手表底部由丙烯酸制成,由于感應充電,它必須是非金屬的。我使用一些鋁制的切口將邊緣(每個12.7mm厚)和雙面膠帶固定住它到位了。
由于塑料比鋁更容易加工,因此CNC設置可能更具侵略性。從1/8“立銑刀開始,設置為16500 RPM,切削速度為600 mm/min,切削深度為1.5 mm,切削寬度為1 mm。要切割精細的細節,請使用1/32”立銑刀相同的設置,但0.25毫米的切割深度和0.3毫米的切割寬度。
從日志中轉動牙簽后(我應該使用更薄的庫存,但這就是我所擁有的)我讓手表背面完成。它將電磁鐵形狀切入其中以保持手表薄。
為了將它從床上取下,我將一個艾倫鍵放在T形槽中并輕輕撬起,在它開始時移動到下一個點放松。
最后一步是鉆一個鉆頭并輕輕地埋頭底部的孔。我這樣做是手工轉動鉆頭。我發現保持居中和控制更容易。
此步驟中使用的文件再次包含在加工設置中的zip文件中。
步驟8: Watch Assembly







這是最有價值的一步,將所有零件組裝到最終手表中。所有排列的部分(減去24毫米寬表帶和24毫米長1.5毫米直徑快速釋放彈簧條)如圖1所示。
第一部分很棘手,因為我訂購的直徑為40毫米的O形圈實際上接近37毫米,因此需要伸展并快速安裝。如圖2所示,使用球形內六角扳手的一端將其沿凹槽滾動到位。
當O形圈正確固定時,按壓水晶(直徑40 mm,1.5mm)厚度)進入表殼。 O形圈應該保持在適當位置,同時幾乎看不見。
現在是時候安裝電子設備了。首先,用無絨布擦拭晶體內部,然后將電子元件安裝在外殼中,注意按鍵以保持方向平直。 PCB應牢固地安裝在外殼中,但如果它松動,可以用鑰匙上的一小滴超級膠水將其固定到位。
一旦電子元件進入,側面開關就適合通過孔和安裝在PCB上的開關。如圖4所示,M1.6固定螺釘將兩個部件固定在一起。
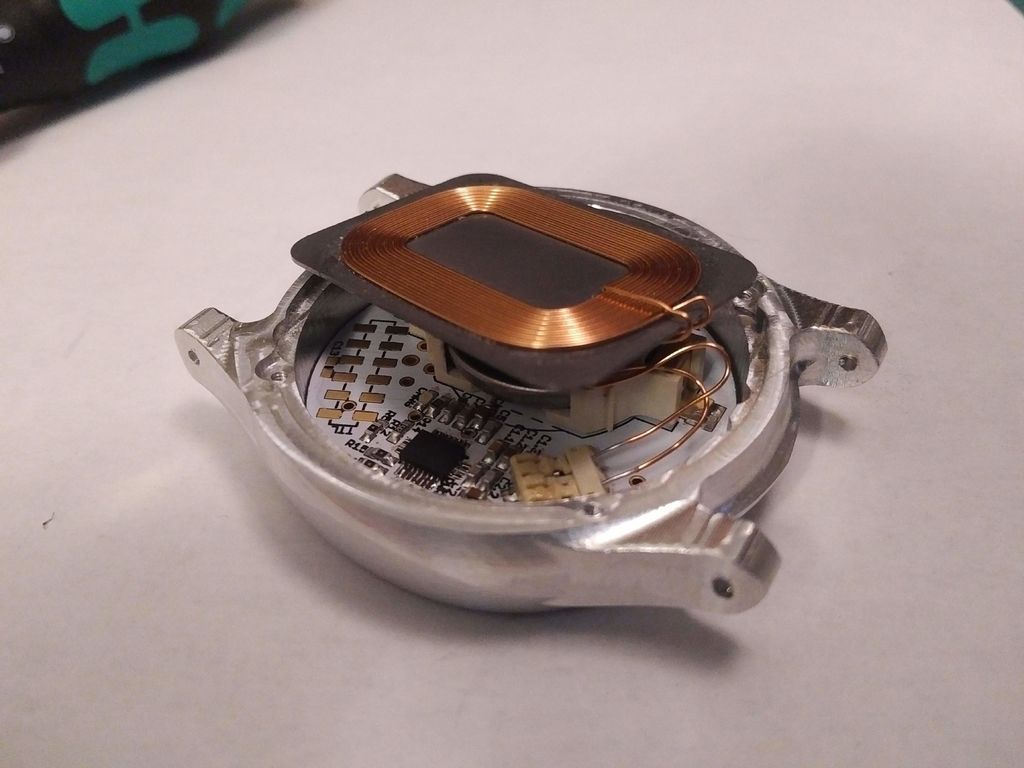
接下來,線圈上較長的電纜需要折疊起來并塞在不會摩擦任何暴露的電觸點的地方。
倒數第二步是將其全部關閉,然后將塑料外殼用4個M1.6螺絲固定。重要的是要注意背面的形狀與線圈形狀對齊。可能需要調整導線位置以使其更合適。
最后一步是使用快拆彈簧桿連接表帶(圖8-9)。根據所選擇的頻段,可能需要修改頻段以使用彈簧條。對于所示的鯊魚網帶,我使用線切割器創建一個小孔以容納快速釋放機制。
步驟9:最終注釋


手表現已完成!
只是一些注意事項:側面開關有時會變得有點粘,要解決這個問題可能是必要的通過松開固定螺絲,將開關靠近機身并重新擰緊螺絲來擴大孔或調整開關位置。
為手表充電我在Adafruit附近制作了一個定制充電座齊充電器見于第二張圖片,但這是另一個時間的主題。
無論選擇何種充電器,重要的是要注意不金屬可以在線圈和充電器之間。因為我選擇的樂隊是金屬,它需要繞著充電器
-
手表
+關注
關注
1文章
142瀏覽量
25137
發布評論請先 登錄
智能穿戴:手表中的石英晶振應用選型方案

使用CYUSB3065制作了一個定制電路板,并且想要配置我的定制傳感器,遇到的幾個疑問求解
電腦制作云存儲空間,如何使用電腦制作云存儲空間
ARM主板定制流程與成本

智能手表詳細拆解

怎樣借助手表氣密性檢測設備提升手表品質

分立器件在智能穿戴手表中的應用
湯誠科技推出智能手表整全套解決方案
震動馬達在手表中的應用分析

智能手表的工作原理和組成
基于ESP32的終極智能手表,全過程!全開源!
基于XIAO SAMD21開發板的數字鍵盤制作方案
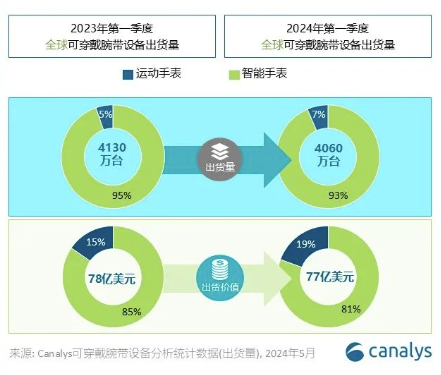
運動手表成為市場增長主要驅動力,手表廠商強化手表運動、健康檢測功能





 工商網監
工商網監
評論