 電子發(fā)燒友App
電子發(fā)燒友App


一、什么是電阻焊
電阻焊,是指利用電流通過焊件及接觸處產(chǎn)生的電阻熱作為熱源將想件局部加熱,同時加壓進行焊接的方法。焊接時,不需要填充金屬,生產(chǎn)率高,焊件變形小,容易實現(xiàn)自動化。電阻焊是以電阻熱為能源的一類焊接方法,包括以熔渣電阻熱為能源的電渣焊和以固體電阻熱為能源的電阻焊。
電阻焊利用電流流經(jīng)工件接觸面及鄰近區(qū)域產(chǎn)生的電阻熱效應(yīng)將其加熱到熔化或塑性狀態(tài),使之形成金屬結(jié)合的一種方法。電阻焊方法主要有四種,即點焊、縫焊、凸焊、對焊。
二、電阻焊的分類
電阻焊分為點焊、縫焊和對焊3種形式。
(1)點焊:將焊件壓緊在兩個柱狀電極之間,通電加熱,使焊件在接觸處熔化形成熔核,然后斷電,并在壓力下凝固結(jié)晶,形成組織致密的焊點。
點焊適用于焊接4 mm以下的薄板(搭接)和鋼筋,廣泛用于汽車、飛機、電子、儀表和日常生活用品的生產(chǎn)。
(2)縫焊:縫焊與點焊相似,所不同的是用旋轉(zhuǎn)的盤狀電極代替柱狀電極。疊合的工件在圓盤間受壓通電,并隨圓盤的轉(zhuǎn)動而送進,形成連續(xù)焊縫。
縫焊適宜于焊接厚度在3 mm以下的薄板搭接,主要應(yīng)用于生產(chǎn)密封性容器和管道等。
(3)對焊:根據(jù)焊接工藝過程不同,對焊可分為電阻對焊和閃光對焊。
1)電阻對焊 焊接過程是先施加頂鍛壓力(10~15 MPa),使工件接頭緊密接觸,通電加熱至塑性狀態(tài),然后施加頂鍛壓力(30~50 MPa),同時斷電,使焊件接觸處在壓力下產(chǎn)生塑性變形而焊合。
電阻對焊操作簡便,接頭外形光滑,但對焊件端面加工和清理要求較高,否則會造成接觸面加熱不均勻,產(chǎn)生氧化物夾雜、焊不透等缺陷,影響焊接質(zhì)量。因此,電阻對焊一般只用于焊接直徑小于20 mm、截面簡單和受力不大的工件。
2)閃光對焊 焊接過程是先通電,再使兩焊件輕微接觸,由于焊件表面不平,使接觸點通過的電流密度很大,金屬迅速熔化、氣化、爆破,飛濺出火花,造成閃光現(xiàn)象。繼續(xù)移動焊件,產(chǎn)生新的接觸點,閃光現(xiàn)象不斷發(fā)生,待兩焊件端面全部熔化時,迅速加壓,隨即斷電并繼續(xù)加壓,使焊件焊合。
閃光對焊的接頭質(zhì)量好,對接頭表面的焊前清理要求不高。常用于焊接受力較大的重要工件。閃光對焊不僅能焊接同種金屬,也能焊接鋁鋼、鋁銅等異種金屬,可以焊接0.01 mm的金屬絲,也可以焊接直徑500 mm的管子及截面為20 000 mm2的板材。
三、電阻焊的特點
1:電阻焊是利用焊件內(nèi)部產(chǎn)生的電阻熱,由高溫區(qū)向低溫區(qū)傳導(dǎo),加熱及融化金屬,實現(xiàn)焊接的。它屬于內(nèi)部分布能源。
2:電阻焊的焊縫是在壓力下凝固或集合結(jié)晶,屬于壓焊范疇,具有鍛壓特征。
3:由于焊接熱量集中,加熱時間短,所以熱影響區(qū)小,焊接變形與應(yīng)力也較小。所以,通常焊后不需要校正及熱處理。
4:通常不需要焊、焊絲、焊劑、保護氣體等焊接材料,焊接成本低。
5:電阻焊的熔核始終被固體金屬包圍,融化金屬與空氣隔絕,焊接治金過程比較簡單。
6:操作簡單,易于實現(xiàn)機械化與自動化,勞動條件較好。
7:生產(chǎn)率高,可與其它工序一起安排在組裝焊接生產(chǎn)線上。但是閃光焊因有火花噴濺,尚需隔離。
8:由于電阻焊設(shè)備功率大,機械化、自動化程度較高,使得設(shè)備的一次投資大,維修困難,而且常用的大功率單項交流焊機不利于電網(wǎng)的正常運行。
9:點、縫焊的搭接接頭不僅增加構(gòu)件的質(zhì)量,而且使接頭的抗拉強度及疲勞強度降低。
10:電阻焊質(zhì)量,目前還缺乏可靠的無損檢測方法,只能靠工藝試樣、破壞性試驗來檢查,以及靠各種監(jiān)控技術(shù)來保證。
四、電阻焊焊接參數(shù)
1. 電阻焊焊接材料的形狀以及尺寸大小
2. 電阻焊焊接材料的表面電鍍層材料及厚度
3. 電阻焊電極的材料及形狀
4. 理想的焊接電源及焊頭的選定
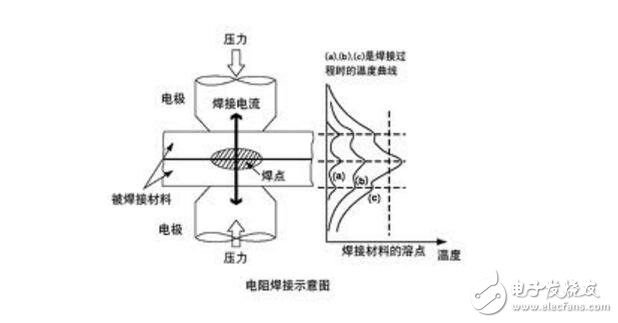
五、電阻焊的原理
電阻焊是當(dāng)電流通過導(dǎo)體時,由于電阻產(chǎn)生熱量。當(dāng)電流不變時,電阻愈大,產(chǎn)生的熱量愈多。當(dāng)兩塊金屬相接觸時,接觸處的電阻遠遠超過金屬內(nèi)部的電阻。因此,如有大量電流通過接觸處,則其附近的金屬將很快地?zé)郊t熱并獲得高的塑性。這時如施加壓力,兩塊金屬即會聯(lián)接成一體。
六、電阻焊技術(shù)參數(shù)
1.焊接電流的影響
從公式可見,電流對產(chǎn)熱的影響比電阻和時間兩者都大。因此,在點焊過程中,它是一個必須嚴格控制的參數(shù)。引起電流變化的主要原因是電網(wǎng)電壓波動和交流焊機次級回路阻抗變化。阻抗變化是因回路的幾何形狀變化或因在次級回路中引入了不同量的磁性金屬。對于直流焊機,次級回路阻抗變化,對電流無明顯影響。
除焊接電流總量外,電流密度也對加熱有顯著影響。通過已焊成焊點的分流,以及增大電極接觸面積或凸焊時的凸點尺寸,都會降低電流密度和焊熱接熱,從而使接頭強度顯著下降。
2.焊接時間的影響
為了保證熔核尺寸和焊點強度,焊接時間與焊接電流在一定范圍內(nèi)可以互為補充。為了獲得一定強度的焊點,可以采用大電流和短時間(強條件,又稱強規(guī)范),也可以采用小電流和長時間(弱條件,又稱弱規(guī)范)。選用強條件還是弱條件,則取決于金屬的性能、厚度和所用焊機的功率。但對于不同性能和厚度的金屬所需的電流和時間,都仍有一個上、下限,超過此限,將無法形成合格的熔核。
3.電極壓力的影響
電極壓力對兩電極間總電阻R有顯著影響,隨著電極壓力的增大,R顯著減小。此時焊接電流雖略有增大,但不能影響因R減小而引起的產(chǎn)熱的減少。因此,焊點強度總是隨著電極壓力的增大而降低。在增大電極壓力的同時,增大焊接電流或延長焊接時間,以彌補電阻減小的影響,可以保持焊點強度不變。采用這種焊接條件有利于提高焊點強度的穩(wěn)定性。電極壓力過小,將引起飛濺,也會使焊點強度降低。
4.電極形狀及材料性能的影響
由于電極的接觸面積決定著電流密度,電極材料的電阻率和導(dǎo)熱性關(guān)系著熱量的產(chǎn)生和散失,因而電極的形狀和材料對熔核的形成有顯著影響。隨著電極端頭的變形和磨損,接觸面積將增大,焊點強度將降低。
5.工件表面狀況的影響
工件表面上的氧化物、污垢、油和其他雜質(zhì)增大了接觸電阻。過厚的氧化物層甚至?xí)闺娏鞑荒芡ㄟ^。局部的導(dǎo)通,由于電流密度過大,則會產(chǎn)生飛濺和表面燒損。氧化物層的不均勻性還會影響各個焊點加熱的不一致,引起焊接質(zhì)量的波動。因此,徹底清理工件表面是保證獲得優(yōu)質(zhì)接頭的必要條件。
七、電阻焊應(yīng)用
隨著航空航天、電子、汽車、家用電器等工業(yè)的發(fā)展,電阻焊越加受到廣泛的重視。[4] 同時,對電阻焊的質(zhì)量也提出了更高的要求。可喜的是,中國微電子技術(shù)的發(fā)展和大功率可控硅、整流器的開發(fā),給電阻焊技術(shù)的提高提供了條件。中國已生產(chǎn)了性能優(yōu)良的次級整流焊機。由集成電路和微型計算機構(gòu)成的控制箱已用于新焊機的配套和老焊機的改造。恒流、動態(tài)電阻,熱膨脹等先進的閉環(huán)監(jiān)控技術(shù)已開始在生產(chǎn)中推廣應(yīng)用。這一切都將有利于提高電阻焊質(zhì)量,并擴大其應(yīng)用領(lǐng)域。










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論